Ford’s incredible 1969-70 Trans Am BOSS 302. Not the 2012-13 Coyote DOHC BOSS, but instead the genuine pushrod original from an era when Ford did the unthinkable repeatedly—and won! Ford’s classic 1969-70 BOSS 302 engine was a bold step forward after a miserable season in 1968.
The odds of you building a vintage Ford BOSS 302 engine are slim because Ford built so few and so many are already spoken for. However, it’s always fun to think about building one or even erecting one from scratch, which you can do with a Ford Performance BOSS block (M-6010-BOSS302) and Cleveland heads. You may also cruise the online auctions for a vintage 5.0L roller block (F1AZ-6010-B). There are plenty of them lying around used and new-old-stock.
Ford has always been a car company that dared to go where no automaker had ever gone before. That tradition dates back to the company’s founding in 1903. Think of Ford as a free-spirited car company with a rich history, driven by ego, that took big risks much as it is doing today with electric vehicles.
In the 1960s, Ford was an outspoken car company, much as Pontiac Division was within General Motors. Pontiac was the outlaw division. It didn’t conform to corporate protocol and invented the muscle car in its 1964 GTO. It had to sneak the GTO in under the radar of upper management. Ford took on the world with the GT40 supercar. Ford went to Le Mans and beat Ferrari not once, but four times, settling an age-old dispute over who had had the fastest cars in the world. Henry Ford II wasn’t going to have it any other way. Enzo Ferrari, and others, were handed their backsides.
Ford’s great success with its powerful V8 engines is legendary. The brute 427 FE Series big block that won Le Mans also reigned supreme in limited production 1964 Thunderbolt Fairlanes in NHRA competition. The darned thing was rabid dog fast. The 306-horse 289 cubic inch High Performance small-block V-8 in Shelby GT350s took on Corvette and the rest and managed to spank America’s sports car in SCCA competition.
With such great success under its seat belt, Ford decided to dabble with the 289 and stroked 302 to see what could be done to further its performance image. For the 1968 Trans Am season, Ford took the 302 cubic inch “Tunnel Port” out there in search of victory. Because the 302 Tunnel Port called for high revs in the 9,000 rpm range to make real power, racers scattered these engines all over racetracks across the country and left feeling defeated. The 1968 Trans Am season was a disaster.
Enter Ford’s development of an all-new 351ci engine with poly-angle valve heads and tight-fisted wedge heads destined for a 1970 introduction. Because the new 351 engine had the same bore spacing as the 289/302, it seemed logical for Ford to adapt this high-performance cylinder head to the small-block Ford V8. The 302 Tunnel Port already had a terrific four-bolt main block and steel crank along with beefed up “C3AE” 289 rods and special pistons designed for the Tunnel Port heads. Ford engineers took the new 351 cylinder head and modified it to work with the Tunnel Port block.
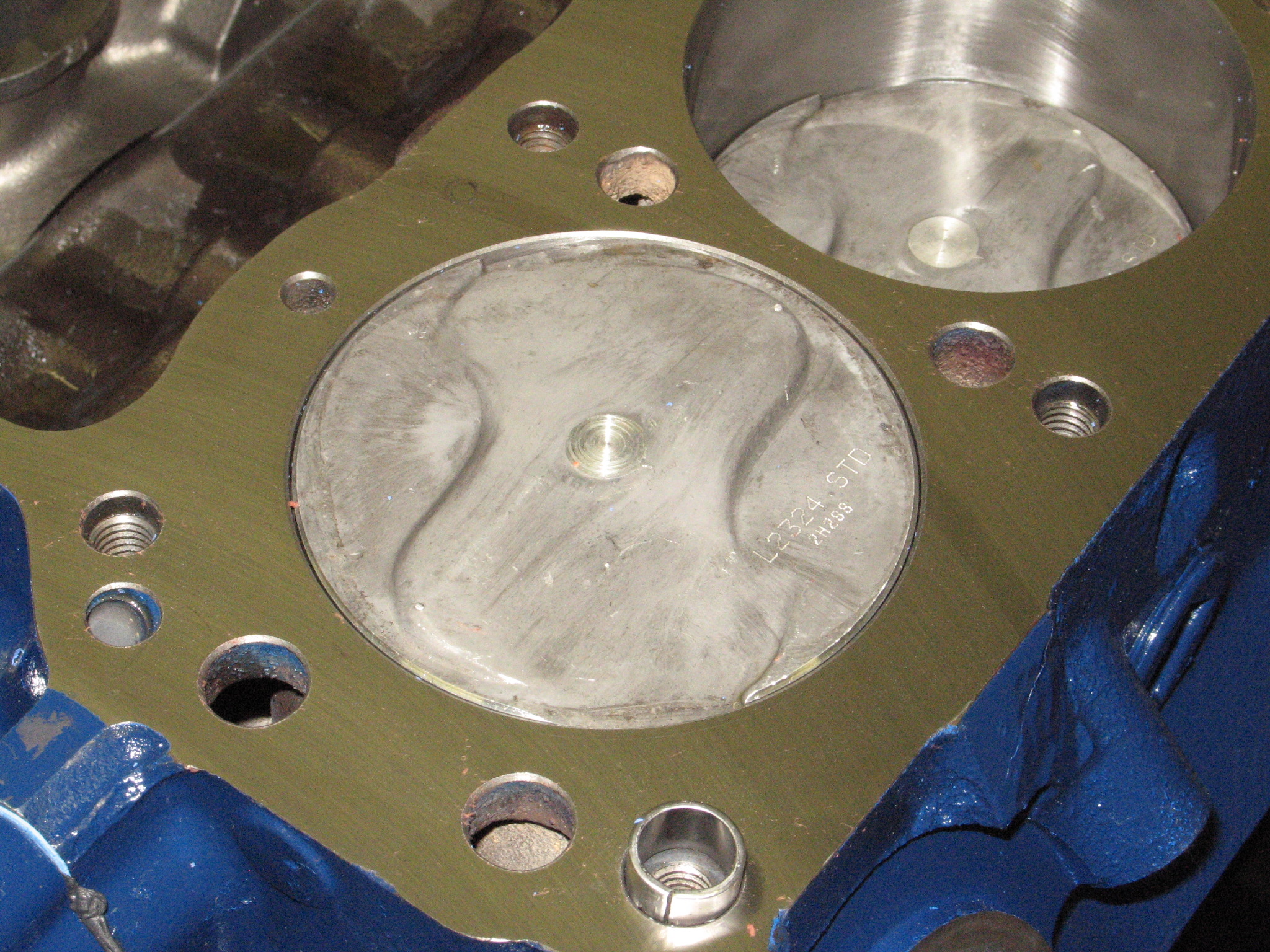
The result of this engineering effort was the BOSS 302 engine, which became the Trans Am mill of choice for 1969-70 and beyond in SCCA competition. To conceive the BOSS 302, Ford had to develop a special forged piston with a significant dome that would reach deep into the 351C head’s 64 – 67cc chambers. TRW developed these pistons and suppled Ford with them for both racing and production engines.
Because the BOSS 302’s heads sported monster-sized intake ports, these engines had a high-revving demeanor with peak torque and horsepower coming in around 7,000 rpm instead of the Tunnel Port’s outrageous nine grand. The result was a powerful 290-horse factory screamer with peak street power coming in around 6,000 rpm. These elements made the BOSS 302 a unique mill compared to what the rest of Detroit had to offer at the time.
We will admit to you our results on the dyno were disappointing—304 horsepower and 288 lb.-ft. of torque. We learned on the first few pulls that we had too much carburetor with our 750 cfm Holley 4160 and too little camshaft. Those of you who understand the BOSS 302 know Ford fitted these engines with a 780 cfm Holley but not necessarily because that’s what they needed. It was what the SCCA mandated for street homologation. Truth is, a factory original Boss 302 is happiest with a 600 to 650 cfm Holley. The BOSS 302’s biggest shortcoming is port sizing, which is something Ford has rarely been able to get right. The BOSS 302 engine could use better cylinder heads with right-size port and valve sizing in a set of Trick Flow cylinder heads and a more compatible roller mechanical camshaft. We tried this formula to see what our basically stock BOSS 302 would do. We got our answer.
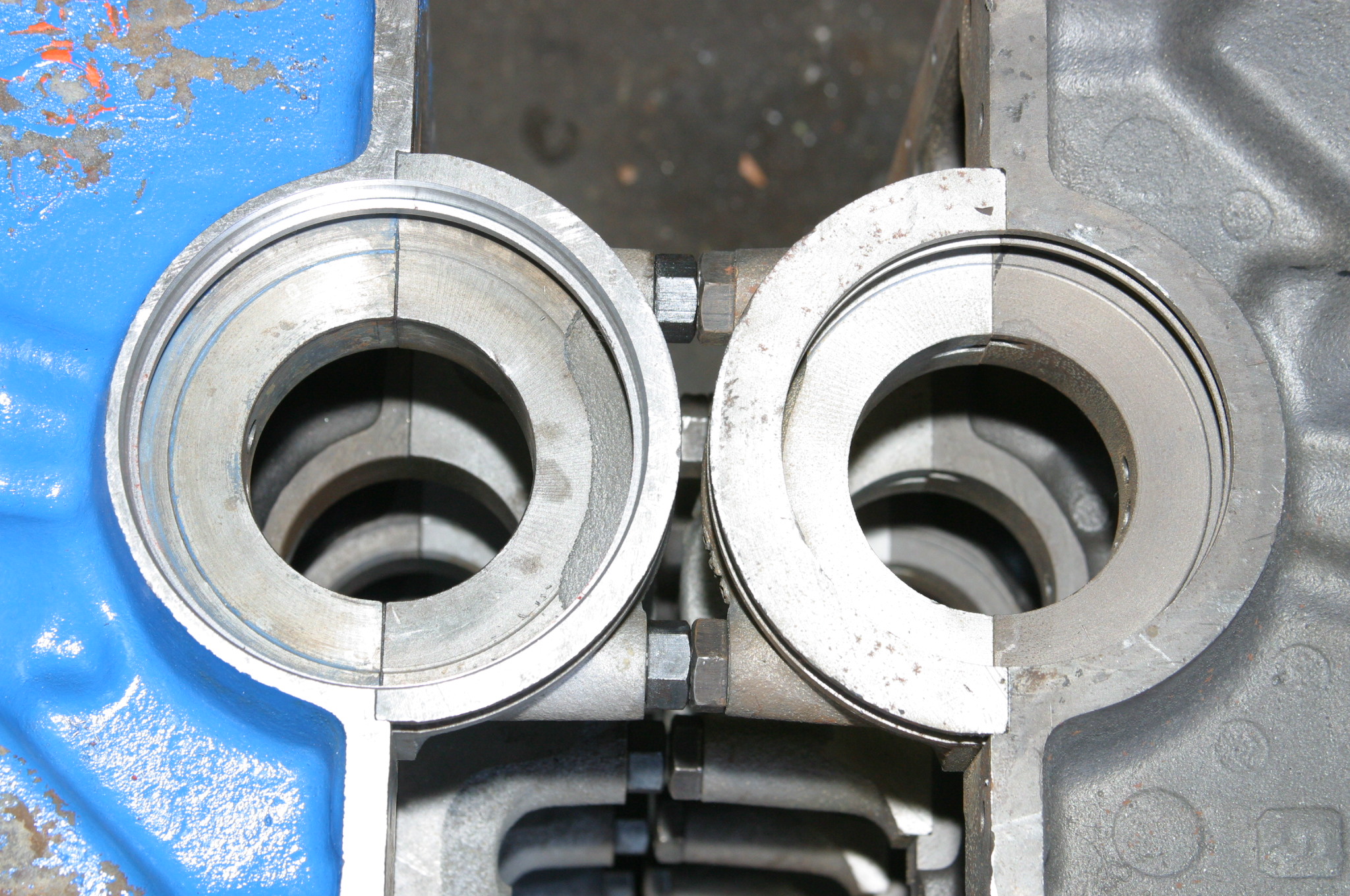
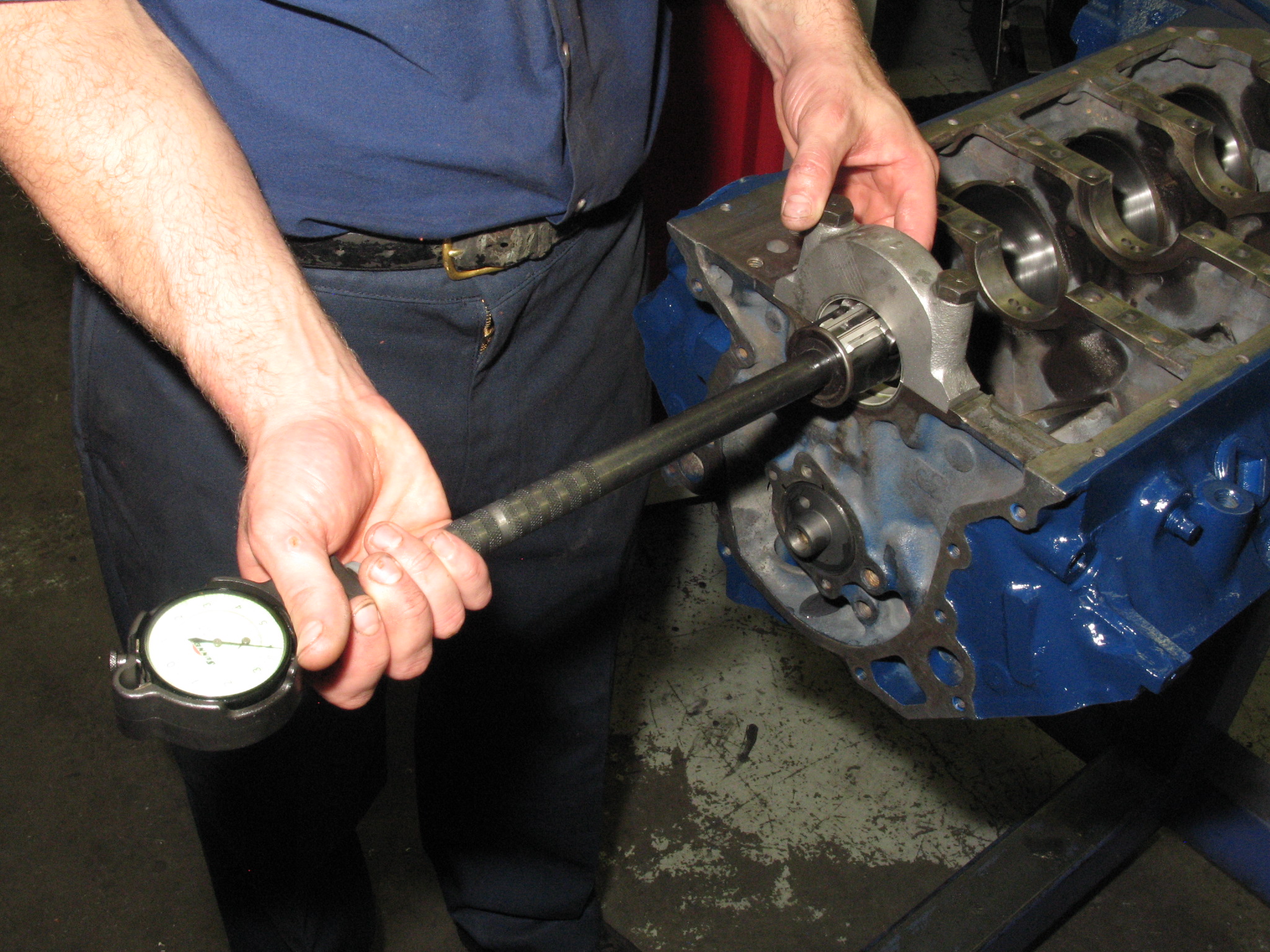
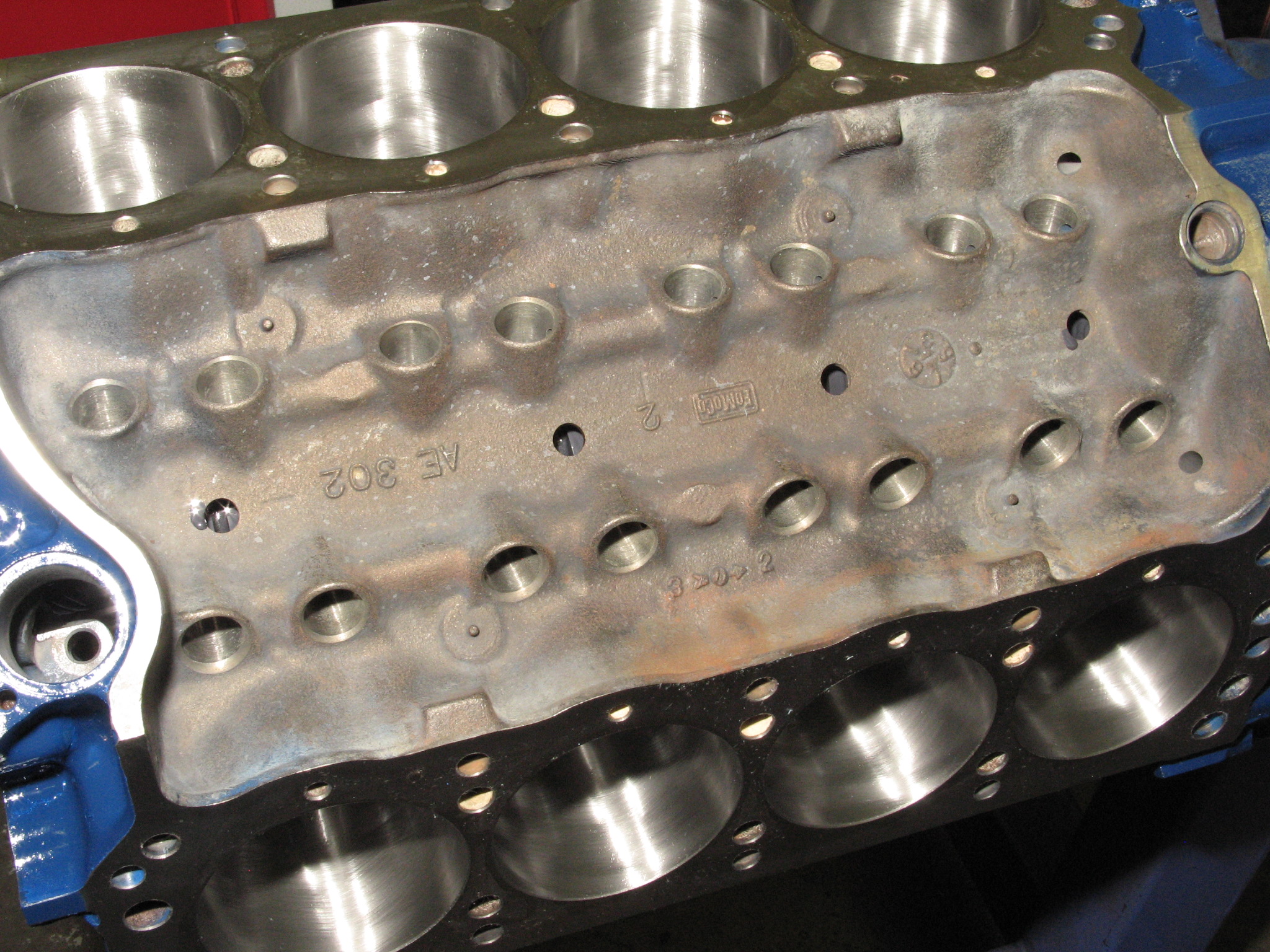
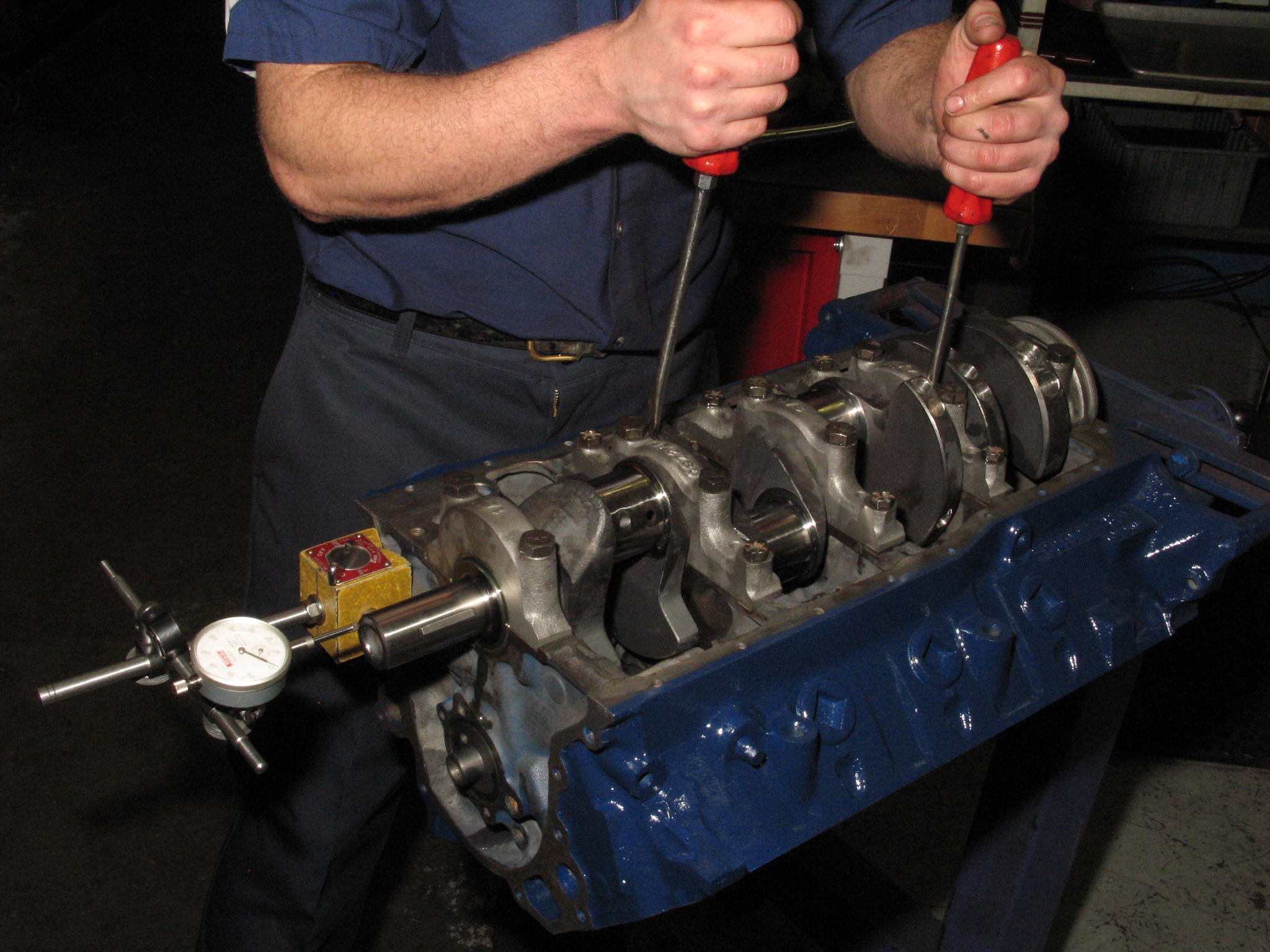
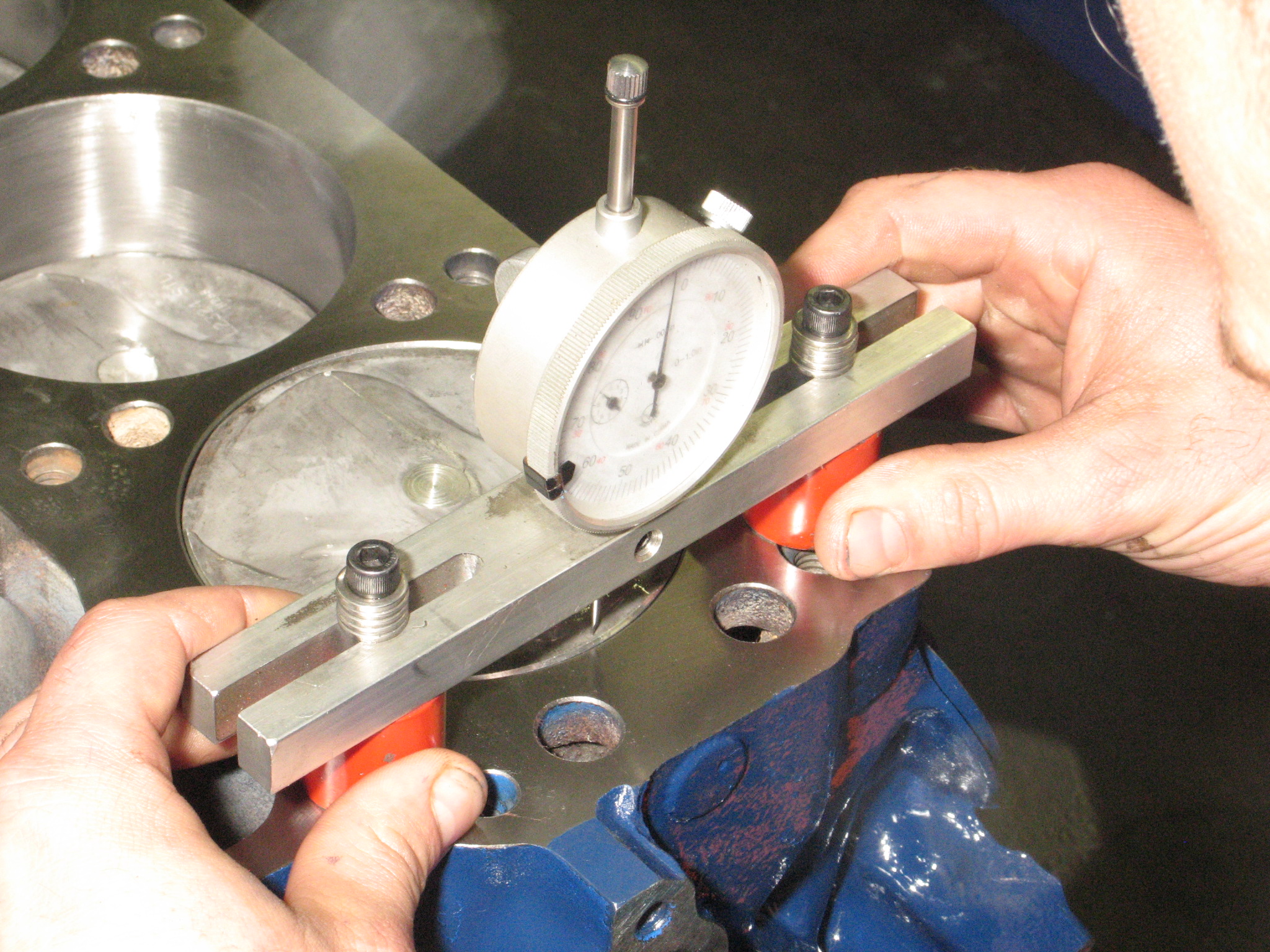
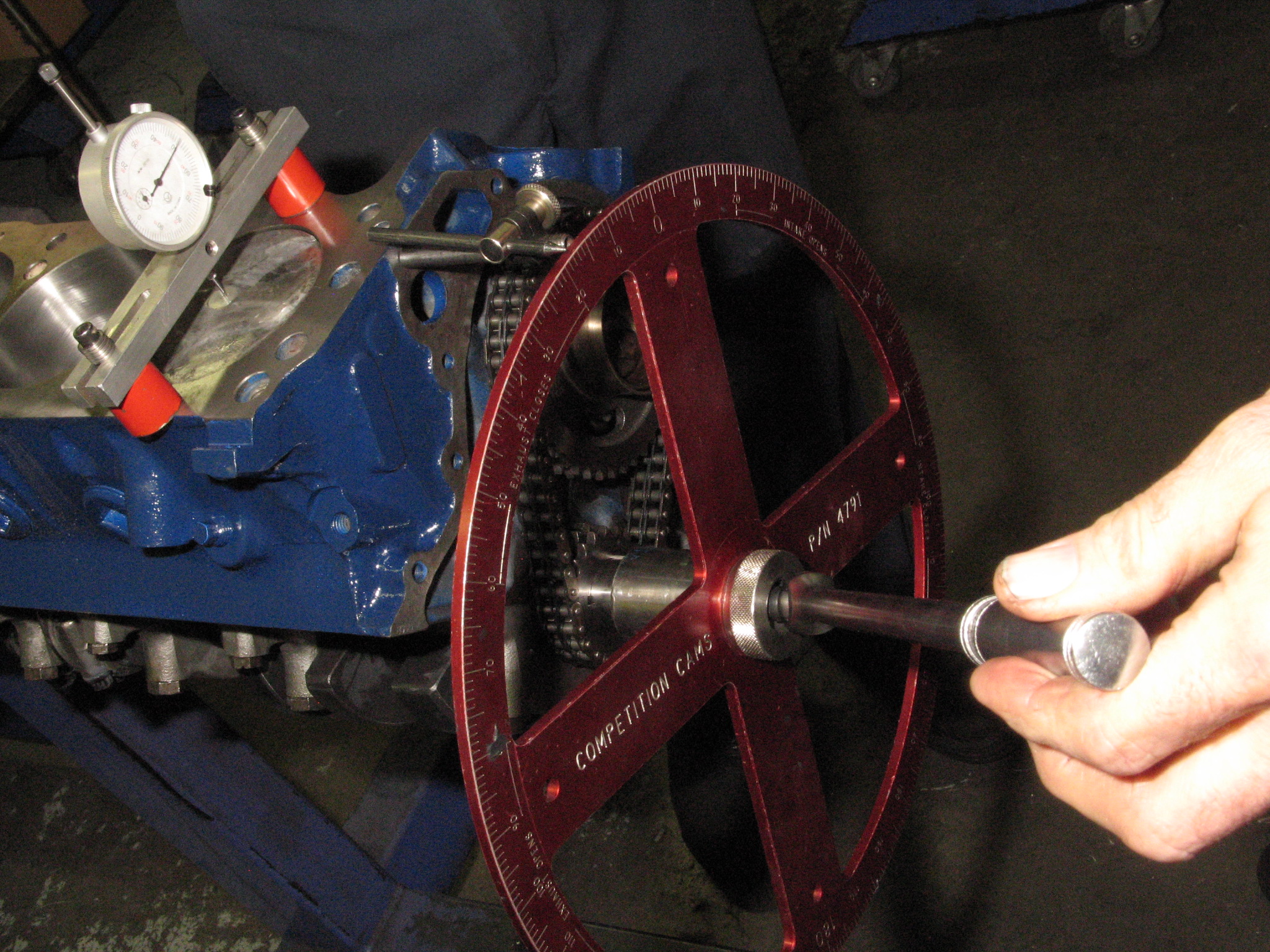
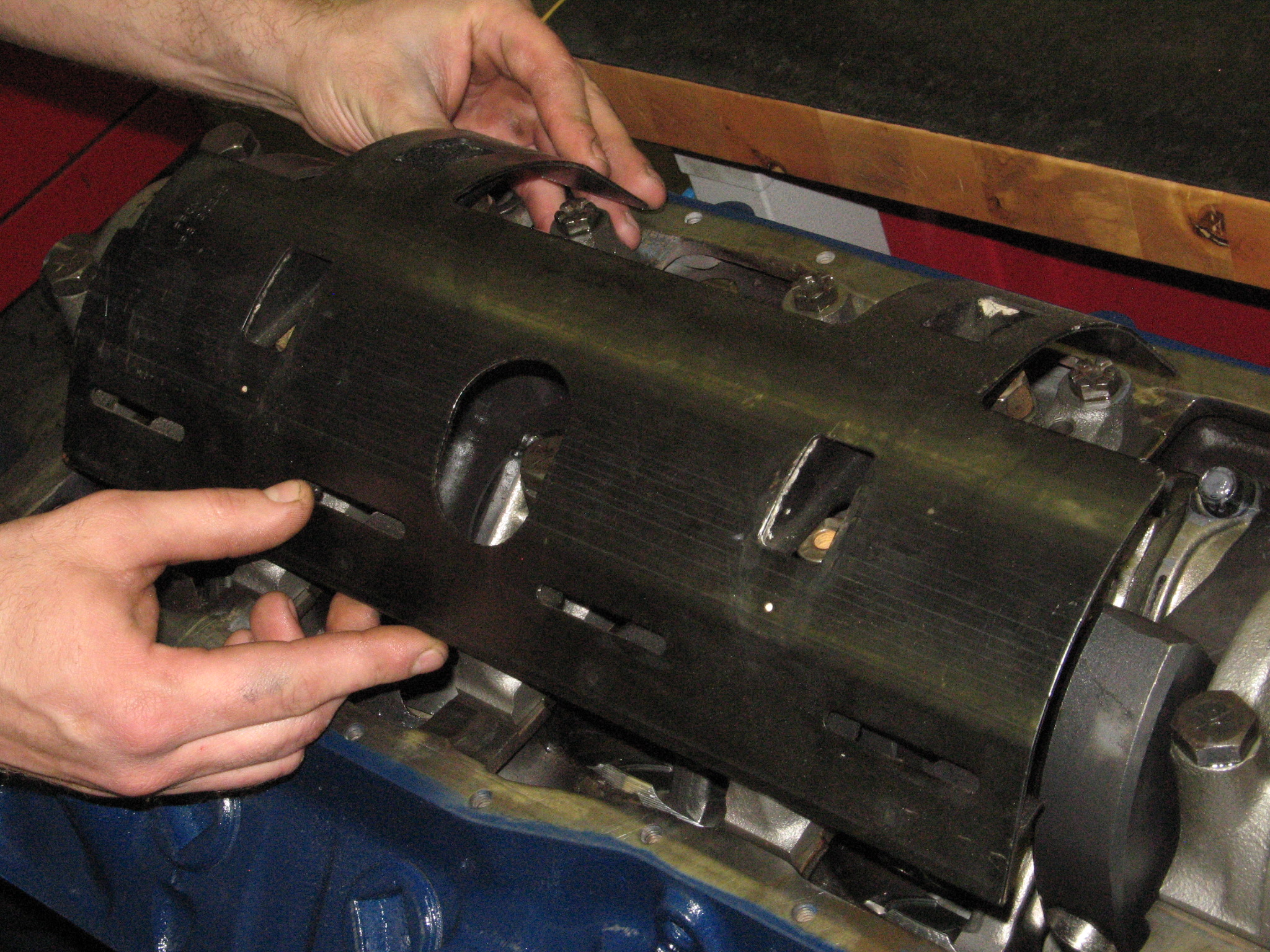
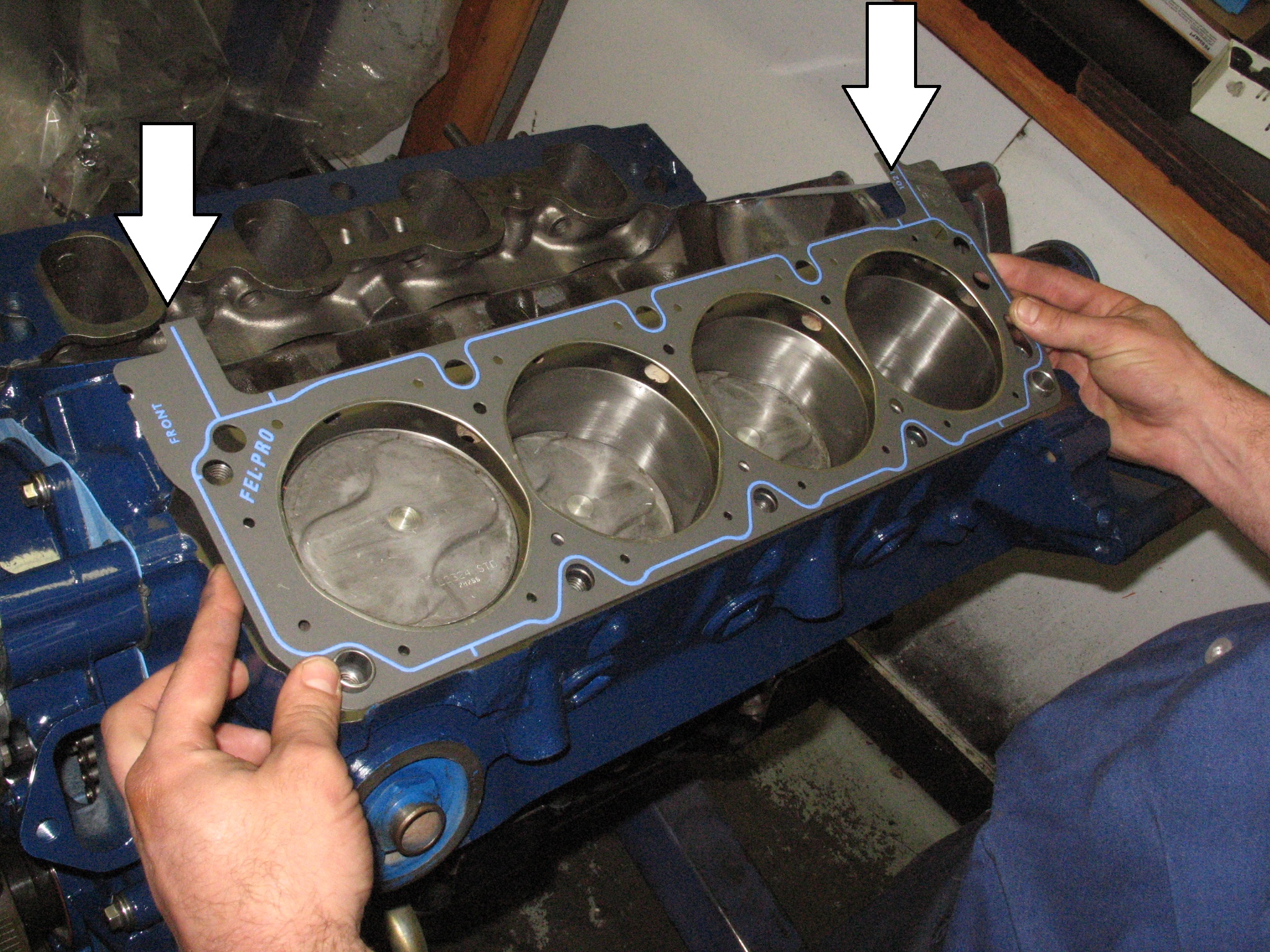
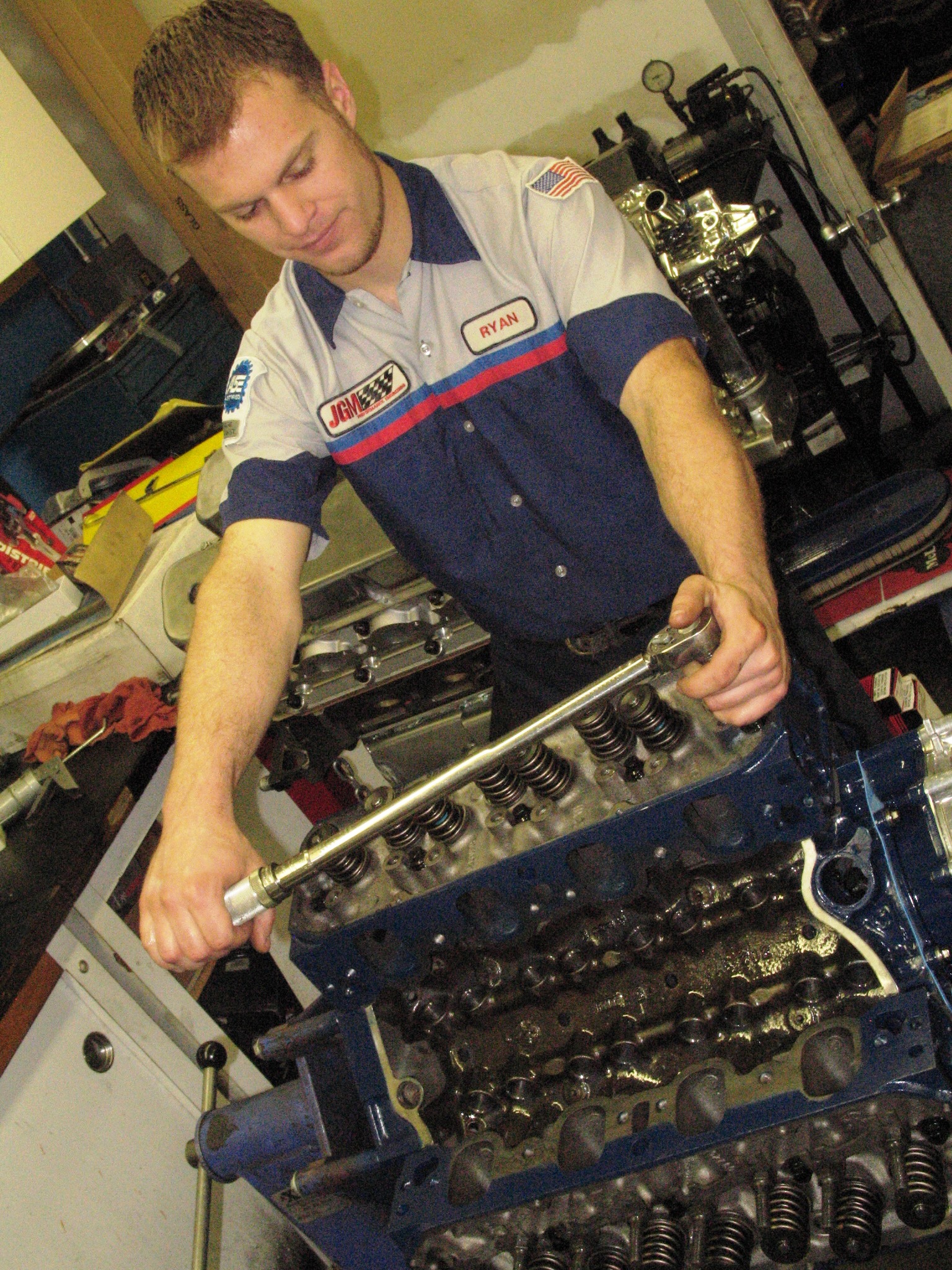
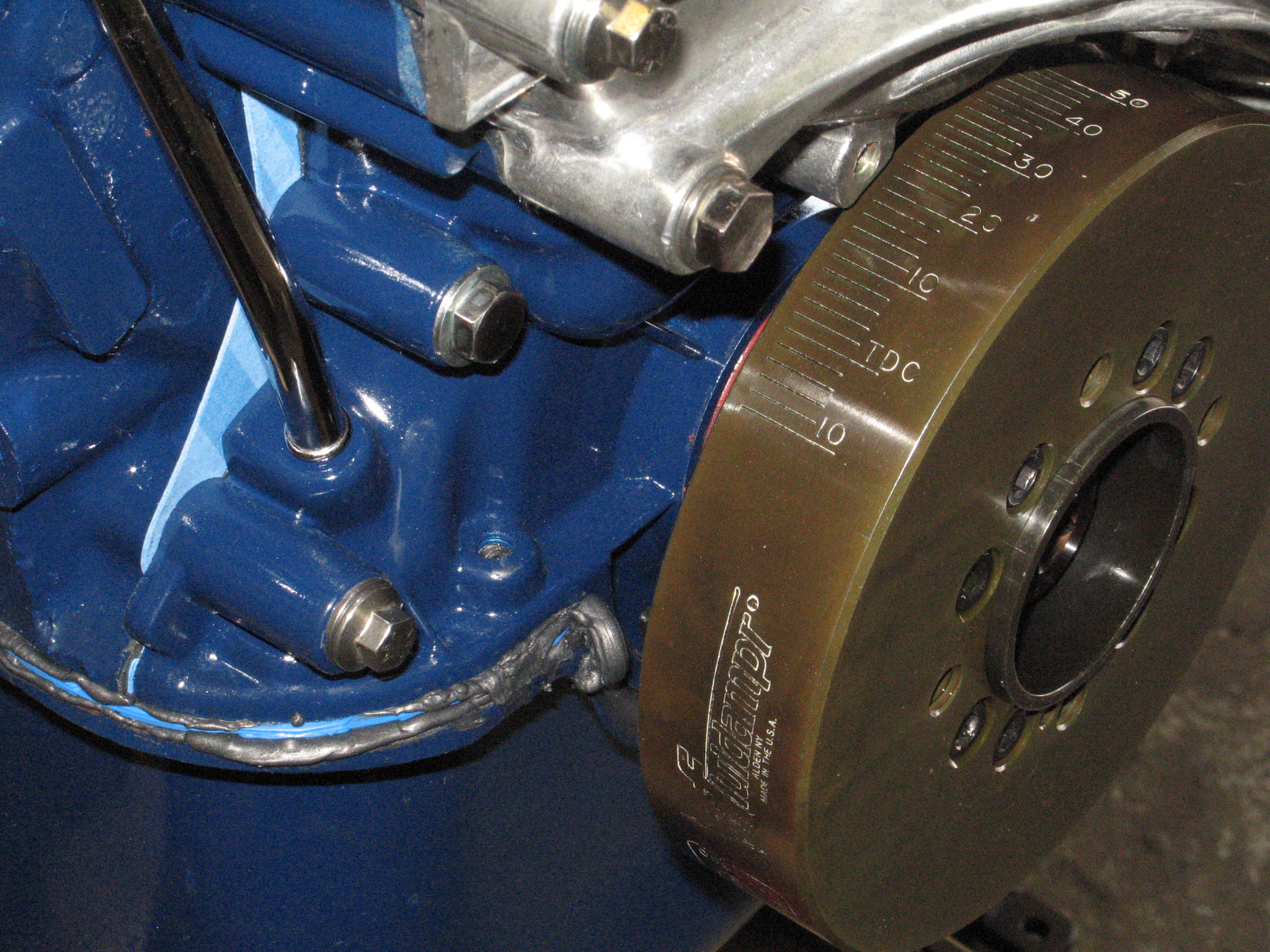
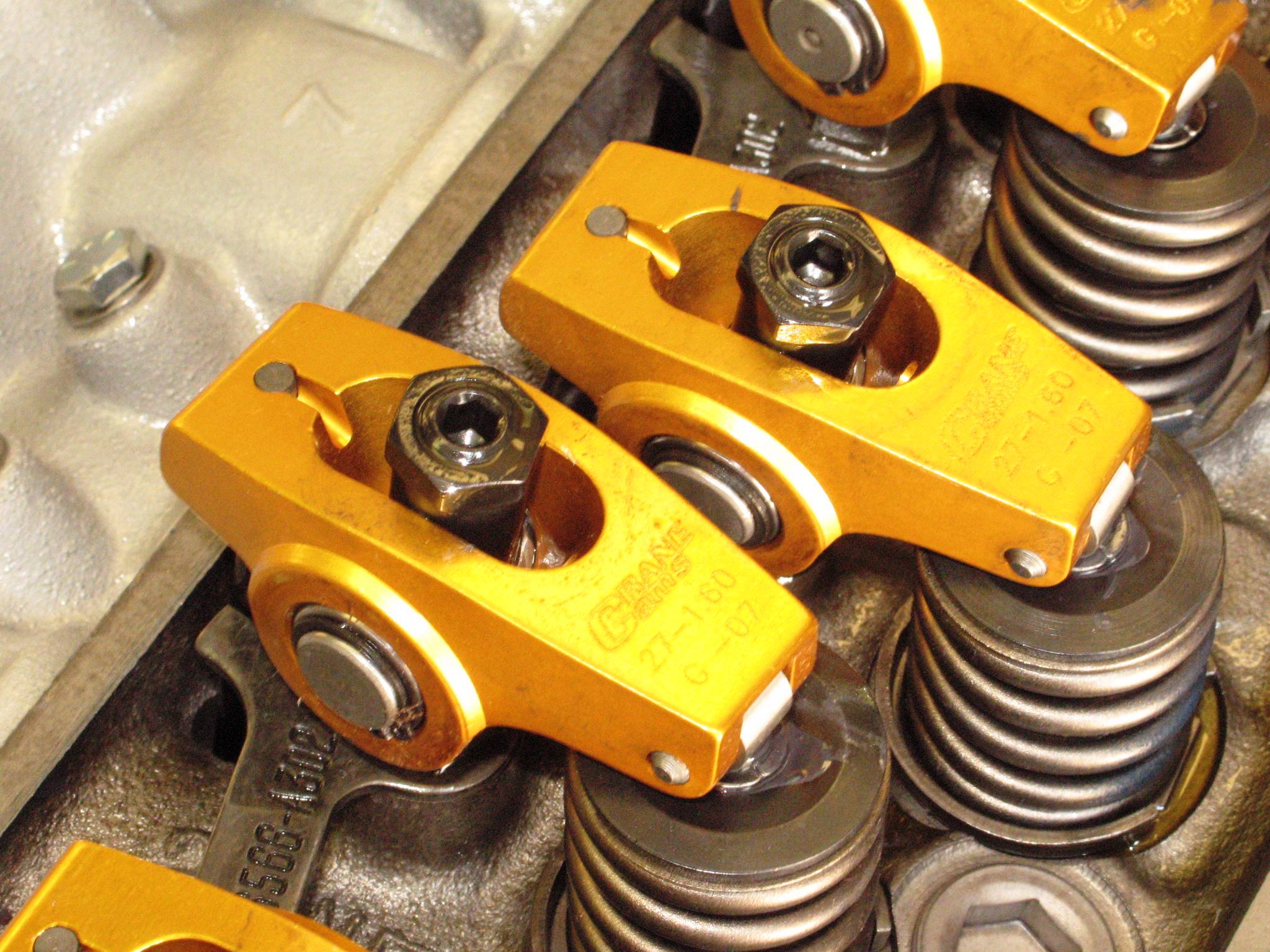
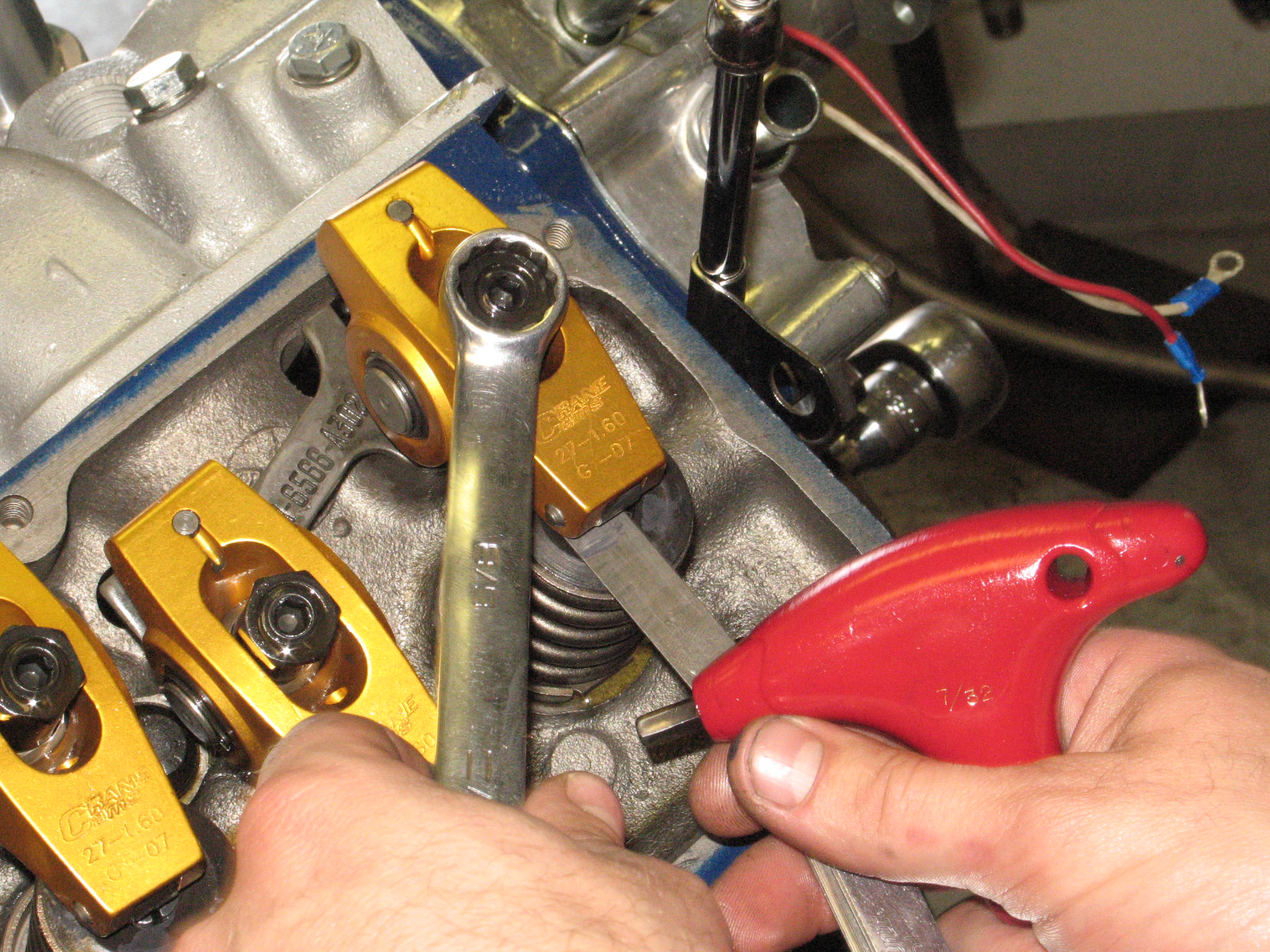
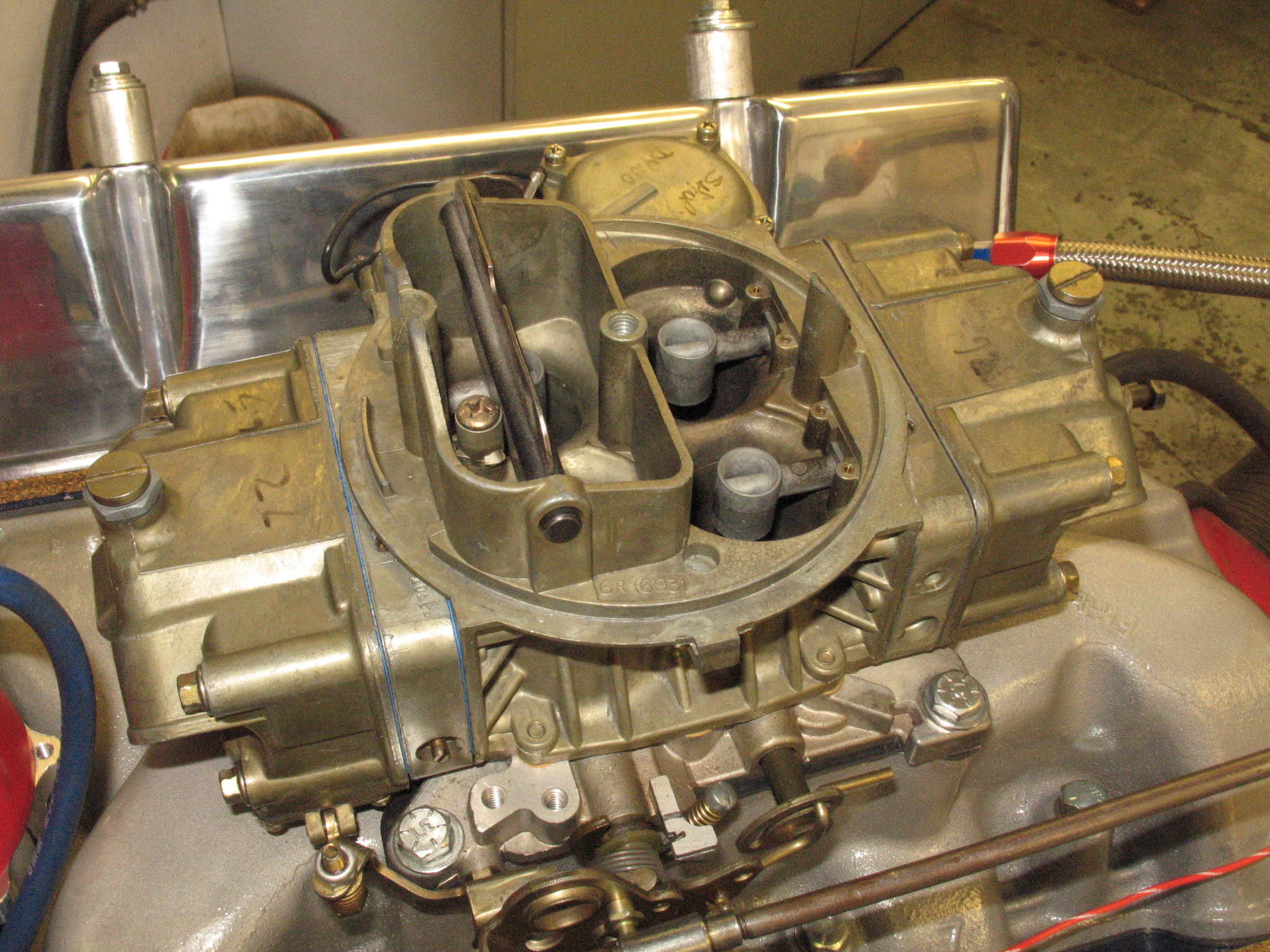
Once the “C8FE” Tunnel Port block is cleaned up, first order of business is to sonic check cylinder walls and cut the #5 main cap for a one-piece rear main seal. Did you know you can convert a small-block Ford two-piece rear main seal to a one-piece? (Image/Jim Smart)We begin this BOSS 302 build with machining a rare BOSS block for a one-piece rear main seal (left), which is a nice stealthy improvement no one will see. (Image/Jim Smart)The 1982-up style one-piece rear main seal will work on a BOSS crank. Although engine builders tend to lube the seal lip, never lube the seal lip. It goes on dry. (Image/Jim Smart)Main saddle tolerances are checked with a dial indicator. (Image/Jim Smart)Before you is a genuine “C8FE” Tunnel Port block—the real deal void of any damage. Early production 1969 BOSS 302 Mustangs were also produced with C8FE blocks before mass production got underway in the spring of 1969. (Image/Jim Smart)This freshly-sleeved BOSS block is undergoing a complete battery of machine work—honing, decking, and align honing. All threads are being chased clean. Screw-in oil galley plugs will be installed in front for durability. (Image/Jim Smart)Once decking and honing are complete, cylinder bores are cleaned up on top for easier assembly and to remove any potential hot spots. (Image/Jim Smart)When you build a vintage BOSS 302 engine, you do have choices. You may opt for the original flat-tappet mechanical camshaft or go with an aggressive roller mechanical cam. You may also opt for a mild custom ground roller mechanical. We’re using moly lube on the camlobes for proper break-in and engine assembly lube on the journals. (Image/Jim Smart)What makes the BOSS 302 block different than a standard 302 block is screw-in freeze plugs, wider four-bolt mains, and thicker main webs. (Image/Jim Smart)Because we were unable to find a BOSS 302 steel crankshaft, we opted for a steel crank from Scat with a 3.000 inch stroke. Crankshaft endplay is checked and comes within 0.004 to 0.008 inch. (Image/Jim Smart)Crower Sportsman connecting rods and 4.000-inch standard bore Speed Pro forged pistons from Summit Racing have been dynamic balanced and are ready for service. Bores have been match-honed to the slugs. (Image/Jim Smart)Piston ring end gaps are checked. Check ring end gaps even with pre-gapped rings. (Image/Jim Smart)This is our Scat 3.000 inch stroke steel crank, which is a drop-in replacement for the factory BOSS crank. (Image/Jim Smart)What makes the BOSS pistons different from standard 289/302 pistons is the raised dome designed to fill the 61 to 67cc chambers. This is very similar to the Ford 351C-4V piston with the raised dome. The BOSS 302’s original TRW forged pistons were prone to failure. (Image/Jim Smart)Down under, connecting rod side clearances and crank endplay have been checked. Because we’ve gone with aftermarket rods and crank, clearances must be checked for 360 degrees, confirming crank counterweights clear the block and piston skirts. (Image/Jim Smart)Before the cam can be degreed and confirmed, true top-dead-center must be checked. This is done with a dial indicator, which is zeroed at the block deck first. The piston is brought to top-dead-center, then, the dial indicator moved to the dome. The crank is turned slowly each way and the dial indicator watched for movement. Watch the dial indicator as the crank is turned each direction until piston movement is observed. Note the number of degrees the crank is turned until there’s movement. Then, put the crank smack in the middle. (Image/Jim Smart)Once true TDC is confirmed, use a degree wheel to observe valve timing events and record your findings. Compare your findings to the manufacturer’s cam card. We’re running a Crane flat tappet 27-C9ZZ-A mechanical BOSS cam. (Image/Jim Smart)Because the BOSS 302 is a high-revving mill, it calls for a windage tray to keep oil where it belongs in the sump. The BOSS 302 was originally equipped with a factory windage tray and deep sump pan. We looked to MPG Head Service for the 302 windage tray. In the Summit Racing inventory is the Scott Drake baffled oil pan for all small block Fords. (Image/Jim Smart)You have two choices when it’s time to rework heads. If you’re building a weekend driver, you really don’t need hardened exhaust valve seats. If you’re going racing or going to drive daily, you’re going to need either hardened exhaust valve seats or stainless steel valves. It is more costly to cut and insert exhaust valve seats. (Image/Jim Smart)Although a valve job seems simple in scope, it isn’t. Once you have replaced the guides and cut seats, there’s more to think about. Guides need to be cut for Viton valve seals. Spring pressures, installed height, and coil bind need to be checked. Record your numbers and double-check your work. Although builders reuse valves, this is discouraged, especially if you’re going for high revs. (Image/Jim Smart)Cylinder head decks are milled for trueness. (Image/Jim Smart)Viton valve seals are general protocol these days because they’re so effective and they last. (Image/Jim Smart)Before fully assembling the heads, check valve-to-valve clearances, which should be 0.060 to 0.100 inch minimum. (Image/Jim Smart)Deck surfaces have been inspected and cleaned in preparation for cylinder head seating. We’ve opted for the Fel-Pro Print-O-Seal head gasket. Apply Permatex’s The Right Stuff where the head gaskets meet the intake. (Image/Jim Smart)Ryan Peart of JGM Performance Engineering torques cylinder heads per the Ford Shop Manual—65 to 72 ft.-lbs. following the suggested pattern from your Ford Shop Manual. (Image/Jim Smart)JGM Performance Engineering opted for a Fluidmpr harmonic damper. Because these pre-1982 small block Fords are externally balanced with a 28 ounce offset balance, they call for balance weights at the flywheel and at the harmonic dampener. Remember this when you’re ordering these components. (Image/Jim Smart)Crane 1.6:1 full roller rockers reduce internal friction and free up power. (Image/Jim Smart)Generally accepted valve lash is 0.025 inch hot depending upon how you will use the engine—street or track. For street, you can go tighter at 0.022 inch hot. (Image/Jim Smart)For break-in and dyno pulls, we’re running SAE 30 weight with a zinc additive. Whenever you’re running a flat tappet cam, always use a zinc additive or a diesel grade oil with zinc. Fire the engine and let it run at 2,500 rpm for 30 minutes before the first pull. The first pull is about ring and bearing seating. (Image/Jim Smart)MSD’s Digital E-Curve distributor drops in place of the factory Autolite dual-point and with three connections. You can set a timing curve with a rotary dial. No springs or stop bushings to deal with. The digital module lets you select from 20 different centrifugal advance curves and five vacuum curves. There’s also a built-in rev limiter to keep you out of trouble. (Image/Jim Smart)We managed to find a Ford “C9FE” dual-plane BOSS intake manifold, which will deliver both low to mid-range torque and high rpm horsepower. The irony of the BOSS head/manifold combination is port sizing tends to be too large even at 7,000 rpm. You still don’t get the velocity needed for good power. (Image/Jim Smart)Although we will get pushback on this, we found 750 cfm to be too much carburetor for this application. Port size and the limitations of a stock camshaft grind limited horsepower to 304 at 5,500 rpm and 299 at 4,500 rpm. We needed more cam just for starters along with carburetor resizing. (Image./Jim Smart)
Jim Smart is a veteran automotive journalist, technical editor, and historian with hundreds of how-to and feature articles to his credit. Jim's also an enthusiast, and has owned and restored many classic vehicles, including an impressive mix of vintage Ford Mustangs.
Comments
26 responses to “Build a Better Boss (302 Ford, That Is)”
Wait… 1.6 rockers? Did you get them at a Chevy garage sale? Factory was1.73 IIRC. What cam specs and static CR? Something is very wrong with this, a blueprinted stocker should be in the 375-400 HP range.
[…] Here’s a close up of the head Marvin is using on our 351C build. We discovered this was a 1969-70 BOSS 302 head modified for use on a 351C. (Image/Jim Smart) Although these are 1969-70 BOSS 302 heads, they […]
the 1970 Boss 302 had a 6 quart pan factory with a baffle in the bottom and a special pickup tube . the heads were different on the 1969 Boss 302 the valves were even bigger and the 69 had a hydraulic cam shaft . in 1970 they used slightly smaller valves and a solid cam shaft you had to set your valves manually with feeler gauges
Boss 302’s did indeed have 1.73 ratio rockers from the factory. But there is absolutely something else wrong. Even the stock cam should peek higher than 5500 rpm.
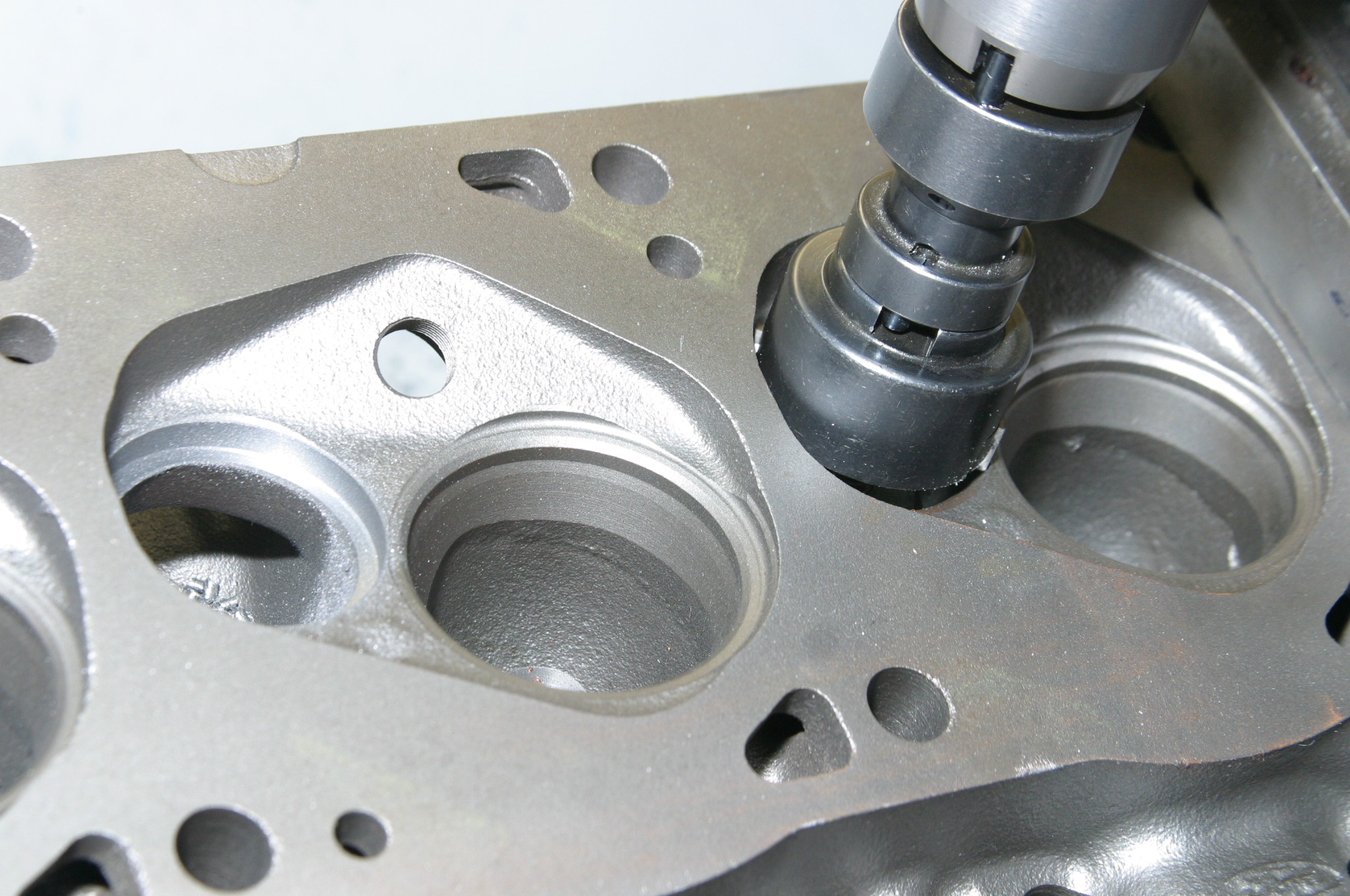
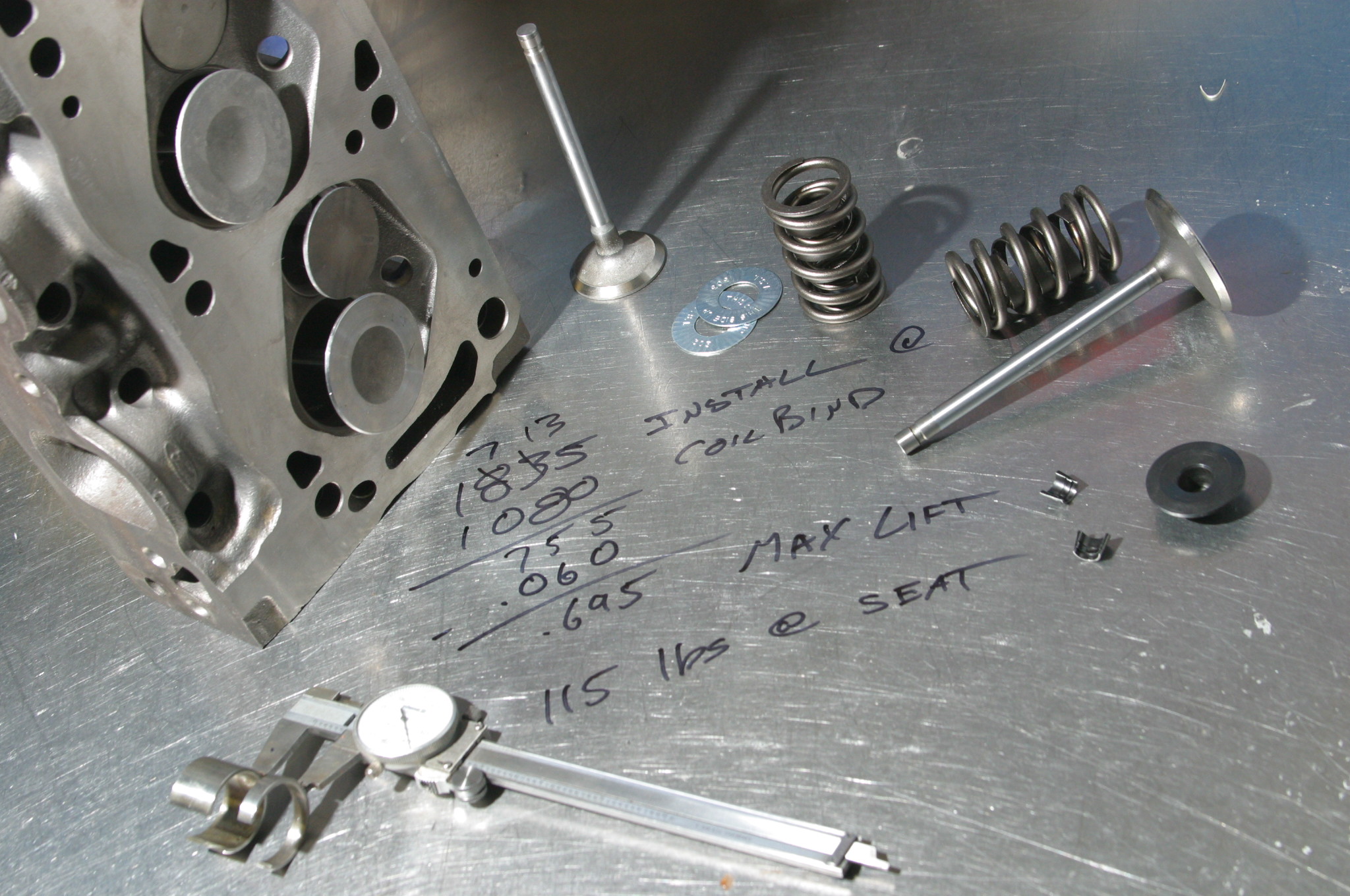
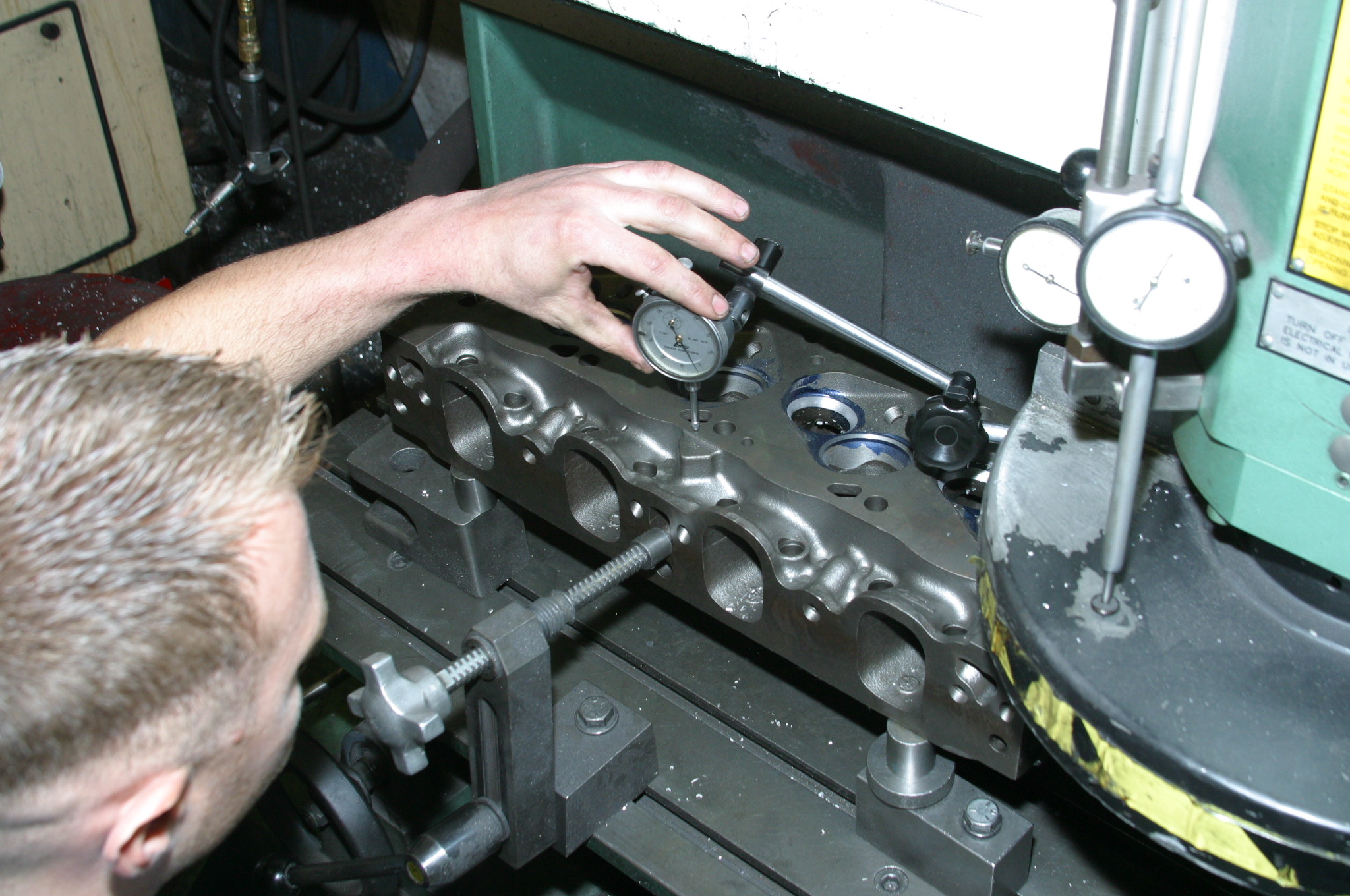
Both 1969 and 1970 302 BOSS engines will run great with a properly tuned 750 Holley. The less you know the more you need vacuum secondarys. 1.73:1 rockers, 522 lift 292 duration nets 420 HP at 6300. Index your plugs on these engines. There is no flat spot and these engines will pull from 2000 against any rival including a Windsor.
Not too much carb for this engine. I had 90 runs on an original Boss 302 in a 70 Mustang. Every time I put a bigger carb on it, it ran faster. Typical rebuild, headers, Competition solid lifter cam, 1.73 Crane roller rockers. Was running 850 dbl pump Holley with 4:56 gears, and I was running 12:20’s at over 112 mph in the quarter. More than 400 horses easy
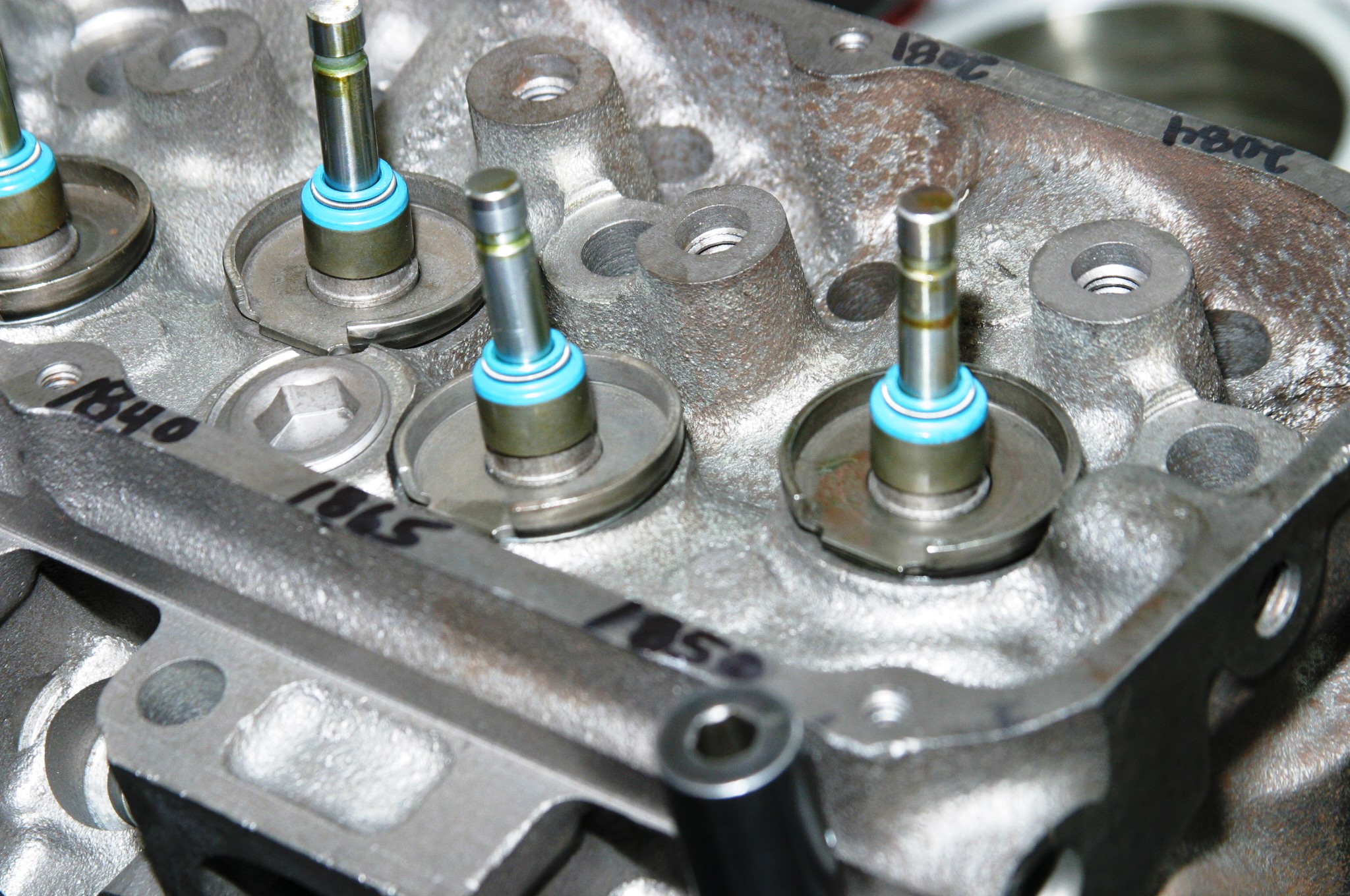
I’m sure you had over 400. In my 70 years of fooling with cars, we always had a formula. It took about 500 honest HP to break into the 11’s with a little bit heavier car than your mustang. I really liked my 69 428 CJ.
I have a 1969 Boss 302 original however I need to reassemble it I originally bought ARIES 10:1 forged pistons I believe 30 over . I might like to put it back together this summer with your fluid damper a 600 holley carb and maybe your electronic distributor .
Why would you build a 302. The heads were to big for a 351CLEVELAND. Stroke that thing. I never did own a Boss 302, but I was around them when they were new.I have had lots of 351C. From new ones to the aluminum headed one I have in my fairlane now.
I’m sorry guys but you somehow missed something there are boss 302’s out there cranking out way more than what you guys are claiming. Tell ya what ,leave the ford enginrs to the ford guys, and you keep playing with that some ole cookie cutter bowtie garbage you’re so used to. Evidently you’re research people are either misinformed, or just don’t really care about building anything ford. We’ve got 302 fords with gt40 3 bar heads making over 500 hp. I simply can’t believe this is all you’ve got. Perhaps you should do a YouTube search for Ford 302 boss vs 302 Chevrolet…perhaps it could wake you up on how much you DONT know about ford racing . Im extremely disappointed in this blog….. 10 years????? What? Building LS garbage? Junk ass Chevrolet stroker engines….puleeeeeze. I was building that garbage in 2nd grade.
I am presently installing a 302 clevor into a 83 mustang GT.
This engine was built in the 80’s by someone with way to much money. He stated he spent over $10,000 back then.
What I have found out so far, the engine runs.
The block is a 1980 302 Winsor.
The heads are Cleveland heads. I have not been able to specifically identify because the stamp on corner does not mach up with what it should be.
The intake is off a 1965 Shellby. That would probably have been the only intake available to work , at that time.
This 302 was in a F250 so I have to find the proper oil pan to fit the 83 foxbody, and proper fit for the oil dipstick entering the oil pan. No stick hole up top.
I’m trying to leave this pretty much as is, until I get a few good drives in. Then I’ll be looking for upgrades.
Any advice would be greatly appreciated.
Raced and owned quite a few Boss 302’s. We started FORD Drag Club at Horn-Williams Ford in Dallas,Tx. in 1969 with Doug Durham and me ,TED FORDMAN EHRHARDT who took a new Boss 302 short block apart and checked all specs. Plus we used cam dial-in and it was only off a half degree. Ford had and did a great job with Ford Motorsports programs which we were in . Also; I had Carroll Shelby/SAAC racing program in several other FORD dealerships . We got more than 450 HP on Ford’s dyno when we blew right rear tire and it took out Ford training board. No more dyno there. Our FDC has over 150 racing members and FORD promised us Hubert Platt’s Drag Mustang after series which disappeared. Bob Perkins(WI) located it and restored it to original shape and build special plexiglass trailer for it to display. Marvin Shaw built us some nice HP heads for our later 1989 Super Stock Mustang driven by Charlie Ford who set 1/8th mile record under 6 seconds in 89/90 . I have certificate for it. Still have lots of racing Boss and Hipo parts. Thanks to all who helped us get here.
I’ve had the same 1970 BOSS 302 for over 50 years. Technically, BOSS 302 is one of the trim levels of those Mustangs. The engine was a 302 HO or a 302 Special, but now every one calls the engine a BOSS 302. It is a very special engine with many advances over the standard 302 SBFs.
– The harmonic dampener is about 50% thicker for the wide-open-throttle jabs and the hard braking that occurs when racing at a road course.
– The flywheel was made with a high nodular iron content for running over 7,000 RPMs without grenading.
– The alternator pulley is twice the size (like a 289 HiPo) to reduce its RPMs when the engine is spinning at 7,000 RPMs.
– The water pump uses a better impeller which uses 17 less horse power than the regular water pumps.
– The rods are forged steel and are the same as the 289-HiPo but the BOSS used better rod bolts.
– The heads were better than any other small block, and the ’69 heads used larger valves than a 427 BB Chevy.
– The block is stronger and it has casting plugs instead of freeze plugs, so drain the block in cold climates.
– The 3 center main caps have 4 bolts instead of 2and the crank shaft is forged steel.
– The radiator, brakes, U-joints, bearings, are the same ones used in the 428 CJ cars.
– The rear end is a 9-inch Nodular Iron (N) housing. Mine also has a 1965 “Daytona” pinion support with the large bearings, but I’m not sure if all BOSSes came with that pinion support.
– The front and rear springs are much stiffer than a regular Mustang: 420 lbs/in at the front instead of 240 lbs, and 250 lbs/in at the rear instead of 150 lbs.
– The fenders lips are rolled for the bigger 15 inch wheels and tires.
– This is a little known fact; the US-DOT allowed manufacturers to use thinner sheet metal in 1970, so the 1970 BOSSes are about 300 lbs lighter than the ’69 BOSSes. Mine weighed 3032 lbs from the factory.
– The engines do use the Cleveland “sled” style rocker arms with a 1.73:1 ratio.
– I love the exhaust note of all three BOSSes. They must use the same mufflers.
– And I love the manual choke.
Weaknesses
– The original TRW forged aluminum piston skirts would crack. Use a modern racing piston instead.
– Although dual-point distributors reduce point bounce, they don’t eliminate it. Use an electronic distributor.
– Valve spring seats were hardened cast iron for ’69 and stamped steel for ’70, but they won’t hold up over 7,000 RPMs.
– The cast iron exhaust manifolds are OK for 6,000 RPMs, so switch to Hooker Headers if you want to go faster.
– Disconnect (but don’t throw away) the electronic RPM limiter because it stretches the dwell above 6,250 RPMs.
– The manual choke because I often forget it.
I used a DuraSpark II ignition module and distributor which would keep the dwell at exactly 34 degrees, and I used a 40,000 volt coil. That engine would spin all the way to 9,000 RPMs with NO point bounce. I used a Ford 289-HiPo cam and solid lifters which greatly improved the throttle response. I set the valve lash at 0.022 ” instead of 0.025″ and I gaped the plugs at 0.025″ instead of 0.035″ so there were NO miss-fires. I jetted the Holley two sizes up in the primaries and 1 size up in the secondaries. I always figured that Autolite intended for people to index the spark plugs because they sold 10 plugs in a box, which is perfect amount the for indexing.
The first time out it ran 12.28s at 98 mph. At the end of the season it was running 12:00 sec. flat in the quarter.
Observations:
– After driving a Fox body with the T-5 tranny, the BOSS’s T&C Top Loader 4-spd seems like the shifter linkage has fallen off because it is so easy and smooth to shift.
– 9,000 RPMs will crack the cast iron spring seats and flatten out the stamped steel spring seats. Keep it under 7,000 or use titanium spring seats.
– At the stock compression ration of 10.5:1, spark plugs will only last 6 weeks of city driving.
– When you change the plugs, go ahead and adjust the valve lash because it will be a little bit loose.
– Don’t use the vacuum advance diaphragm. Set the mechanical advance for 20 degrees to come in before 2,500 RPMs. Set the initial timing at 16 degrees BTDC. The total advance should be 36 degrees by 2,500 RPMs. This is because of the compression ratio. Higher compression ratios require far less total advance.
– Although the oil pan is the same as a regular 302W, the BOSS dip stick is shorter (and chromed) so the engine takes about two extra quarts of (7 instead of 5) to show it’s full. That’s OK because there is a windage tray which prevents the crank shaft from frothing up the oil.
– The BOSS 302 suspension was designed for “bias belted” tires, not “radial belted” tires. If you want to improve your road course lap times, switch to “bias belted” tires OR tune your suspension for the radial tires.
– The original Holley 780 CFM carbs are OK, but the Autolite 4100 is superior because it atomizes the fuel better and it doesn’t leak externally like the Holley does.
– The Autolite power valve does leak internally after a shot time, but, you can replace it with a Holley power valve because it has the same threads and the Holley power valve is made to resist the effects of ethanol. I’ve been using a Holley power valve in the Autolite carb for 3 years now with no internal leaks.
Symptoms of a leaking power valve:
– hard to start when cold because the carb is actually flooded,
– stalling when you come to a stop,
– rough idle,
– Very poor fuel economy.
The BOSS 302s are hot and noisy and stiff, and a lot of fun to drive.
Red
Lots of great information. I just received delivery of my first Boss 302 today. Wanted one all my life. Your comment answered my question about the oil level as I changed oil tonight. Wondered why it did not come up to the full line at 5 quarts.
We are looking at one of these 302 blocks to use in our land speed roadster for a new all iron class. Car has a 72 351c with 4V closed chamber heads that have been cut for high port using stuffers. Run 14:1 compression. Would like to use these 4V heads on this new block. I think the port stuffer really help with the larger carb giving velocity with the big valves. Would like to talk with you more.













Wait… 1.6 rockers? Did you get them at a Chevy garage sale? Factory was1.73 IIRC. What cam specs and static CR? Something is very wrong with this, a blueprinted stocker should be in the 375-400 HP range.
[…] Here’s a close up of the head Marvin is using on our 351C build. We discovered this was a 1969-70 BOSS 302 head modified for use on a 351C. (Image/Jim Smart) Although these are 1969-70 BOSS 302 heads, they […]
Boss 302 is a Windsor engine; uses Windsor cam lobe profile & 1.6 Windsor rockers.
The factory Boss 302 did not have a deep sump pan although it did have a baffle in the sump, and yes it has 1.73 ratio rockers from Ford.
the 1970 Boss 302 had a 6 quart pan factory with a baffle in the bottom and a special pickup tube . the heads were different on the 1969 Boss 302 the valves were even bigger and the 69 had a hydraulic cam shaft . in 1970 they used slightly smaller valves and a solid cam shaft you had to set your valves manually with feeler gauges
No hydraulic cam was ever put in a Boss 302 —- 1969 or 1970. All had 1.73 rocker arms. 348 at rear wheels mine has & is 20 year old build.
Doug,
Hate to tell you this but a BOSS 302 has Cleveland type heads. So your wrong. . If you used windsor heads it’s not a BOSS.
All Cleveland style heads including the BOSS has 1.73 to 1 ratio rockers.
Australian car enthusiast with 30 years experience in the high performance industry.
Great article is there a video available ?
Boss 302’s did indeed have 1.73 ratio rockers from the factory. But there is absolutely something else wrong. Even the stock cam should peek higher than 5500 rpm.
Both 1969 and 1970 302 BOSS engines will run great with a properly tuned 750 Holley. The less you know the more you need vacuum secondarys. 1.73:1 rockers, 522 lift 292 duration nets 420 HP at 6300. Index your plugs on these engines. There is no flat spot and these engines will pull from 2000 against any rival including a Windsor.
I’m looking for three Ford Cleveland 4V engines. (BOSS)
Can you further help me with where to buy this?
Condition does not matter!
Have a 70 351 4v stored 25 yrs 50 k miles complete minus carb dist has manifolds 1800
never lube the seal lip ? good luck with that.
Depends on material… old school rubber gets lube, the “Polytetrafluoroethylene rubber” go’s on dry.
Not too much carb for this engine. I had 90 runs on an original Boss 302 in a 70 Mustang. Every time I put a bigger carb on it, it ran faster. Typical rebuild, headers, Competition solid lifter cam, 1.73 Crane roller rockers. Was running 850 dbl pump Holley with 4:56 gears, and I was running 12:20’s at over 112 mph in the quarter. More than 400 horses easy
I’m sure you had over 400. In my 70 years of fooling with cars, we always had a formula. It took about 500 honest HP to break into the 11’s with a little bit heavier car than your mustang. I really liked my 69 428 CJ.
I have a 1969 Boss 302 original however I need to reassemble it I originally bought ARIES 10:1 forged pistons I believe 30 over . I might like to put it back together this summer with your fluid damper a 600 holley carb and maybe your electronic distributor .
Why would you build a 302. The heads were to big for a 351CLEVELAND. Stroke that thing. I never did own a Boss 302, but I was around them when they were new.I have had lots of 351C. From new ones to the aluminum headed one I have in my fairlane now.
I’m sorry guys but you somehow missed something there are boss 302’s out there cranking out way more than what you guys are claiming. Tell ya what ,leave the ford enginrs to the ford guys, and you keep playing with that some ole cookie cutter bowtie garbage you’re so used to. Evidently you’re research people are either misinformed, or just don’t really care about building anything ford. We’ve got 302 fords with gt40 3 bar heads making over 500 hp. I simply can’t believe this is all you’ve got. Perhaps you should do a YouTube search for Ford 302 boss vs 302 Chevrolet…perhaps it could wake you up on how much you DONT know about ford racing . Im extremely disappointed in this blog….. 10 years????? What? Building LS garbage? Junk ass Chevrolet stroker engines….puleeeeeze. I was building that garbage in 2nd grade.
I am presently installing a 302 clevor into a 83 mustang GT.
This engine was built in the 80’s by someone with way to much money. He stated he spent over $10,000 back then.
What I have found out so far, the engine runs.
The block is a 1980 302 Winsor.
The heads are Cleveland heads. I have not been able to specifically identify because the stamp on corner does not mach up with what it should be.
The intake is off a 1965 Shellby. That would probably have been the only intake available to work , at that time.
This 302 was in a F250 so I have to find the proper oil pan to fit the 83 foxbody, and proper fit for the oil dipstick entering the oil pan. No stick hole up top.
I’m trying to leave this pretty much as is, until I get a few good drives in. Then I’ll be looking for upgrades.
Any advice would be greatly appreciated.
Raced and owned quite a few Boss 302’s. We started FORD Drag Club at Horn-Williams Ford in Dallas,Tx. in 1969 with Doug Durham and me ,TED FORDMAN EHRHARDT who took a new Boss 302 short block apart and checked all specs. Plus we used cam dial-in and it was only off a half degree. Ford had and did a great job with Ford Motorsports programs which we were in . Also; I had Carroll Shelby/SAAC racing program in several other FORD dealerships . We got more than 450 HP on Ford’s dyno when we blew right rear tire and it took out Ford training board. No more dyno there. Our FDC has over 150 racing members and FORD promised us Hubert Platt’s Drag Mustang after series which disappeared. Bob Perkins(WI) located it and restored it to original shape and build special plexiglass trailer for it to display. Marvin Shaw built us some nice HP heads for our later 1989 Super Stock Mustang driven by Charlie Ford who set 1/8th mile record under 6 seconds in 89/90 . I have certificate for it. Still have lots of racing Boss and Hipo parts. Thanks to all who helped us get here.
I’ve had the same 1970 BOSS 302 for over 50 years. Technically, BOSS 302 is one of the trim levels of those Mustangs. The engine was a 302 HO or a 302 Special, but now every one calls the engine a BOSS 302. It is a very special engine with many advances over the standard 302 SBFs.
– The harmonic dampener is about 50% thicker for the wide-open-throttle jabs and the hard braking that occurs when racing at a road course.
– The flywheel was made with a high nodular iron content for running over 7,000 RPMs without grenading.
– The alternator pulley is twice the size (like a 289 HiPo) to reduce its RPMs when the engine is spinning at 7,000 RPMs.
– The water pump uses a better impeller which uses 17 less horse power than the regular water pumps.
– The rods are forged steel and are the same as the 289-HiPo but the BOSS used better rod bolts.
– The heads were better than any other small block, and the ’69 heads used larger valves than a 427 BB Chevy.
– The block is stronger and it has casting plugs instead of freeze plugs, so drain the block in cold climates.
– The 3 center main caps have 4 bolts instead of 2and the crank shaft is forged steel.
– The radiator, brakes, U-joints, bearings, are the same ones used in the 428 CJ cars.
– The rear end is a 9-inch Nodular Iron (N) housing. Mine also has a 1965 “Daytona” pinion support with the large bearings, but I’m not sure if all BOSSes came with that pinion support.
– The front and rear springs are much stiffer than a regular Mustang: 420 lbs/in at the front instead of 240 lbs, and 250 lbs/in at the rear instead of 150 lbs.
– The fenders lips are rolled for the bigger 15 inch wheels and tires.
– This is a little known fact; the US-DOT allowed manufacturers to use thinner sheet metal in 1970, so the 1970 BOSSes are about 300 lbs lighter than the ’69 BOSSes. Mine weighed 3032 lbs from the factory.
– The engines do use the Cleveland “sled” style rocker arms with a 1.73:1 ratio.
– I love the exhaust note of all three BOSSes. They must use the same mufflers.
– And I love the manual choke.
Weaknesses
– The original TRW forged aluminum piston skirts would crack. Use a modern racing piston instead.
– Although dual-point distributors reduce point bounce, they don’t eliminate it. Use an electronic distributor.
– Valve spring seats were hardened cast iron for ’69 and stamped steel for ’70, but they won’t hold up over 7,000 RPMs.
– The cast iron exhaust manifolds are OK for 6,000 RPMs, so switch to Hooker Headers if you want to go faster.
– Disconnect (but don’t throw away) the electronic RPM limiter because it stretches the dwell above 6,250 RPMs.
– The manual choke because I often forget it.
I used a DuraSpark II ignition module and distributor which would keep the dwell at exactly 34 degrees, and I used a 40,000 volt coil. That engine would spin all the way to 9,000 RPMs with NO point bounce. I used a Ford 289-HiPo cam and solid lifters which greatly improved the throttle response. I set the valve lash at 0.022 ” instead of 0.025″ and I gaped the plugs at 0.025″ instead of 0.035″ so there were NO miss-fires. I jetted the Holley two sizes up in the primaries and 1 size up in the secondaries. I always figured that Autolite intended for people to index the spark plugs because they sold 10 plugs in a box, which is perfect amount the for indexing.
The first time out it ran 12.28s at 98 mph. At the end of the season it was running 12:00 sec. flat in the quarter.
Observations:
– After driving a Fox body with the T-5 tranny, the BOSS’s T&C Top Loader 4-spd seems like the shifter linkage has fallen off because it is so easy and smooth to shift.
– 9,000 RPMs will crack the cast iron spring seats and flatten out the stamped steel spring seats. Keep it under 7,000 or use titanium spring seats.
– At the stock compression ration of 10.5:1, spark plugs will only last 6 weeks of city driving.
– When you change the plugs, go ahead and adjust the valve lash because it will be a little bit loose.
– Don’t use the vacuum advance diaphragm. Set the mechanical advance for 20 degrees to come in before 2,500 RPMs. Set the initial timing at 16 degrees BTDC. The total advance should be 36 degrees by 2,500 RPMs. This is because of the compression ratio. Higher compression ratios require far less total advance.
– Although the oil pan is the same as a regular 302W, the BOSS dip stick is shorter (and chromed) so the engine takes about two extra quarts of (7 instead of 5) to show it’s full. That’s OK because there is a windage tray which prevents the crank shaft from frothing up the oil.
– The BOSS 302 suspension was designed for “bias belted” tires, not “radial belted” tires. If you want to improve your road course lap times, switch to “bias belted” tires OR tune your suspension for the radial tires.
– The original Holley 780 CFM carbs are OK, but the Autolite 4100 is superior because it atomizes the fuel better and it doesn’t leak externally like the Holley does.
– The Autolite power valve does leak internally after a shot time, but, you can replace it with a Holley power valve because it has the same threads and the Holley power valve is made to resist the effects of ethanol. I’ve been using a Holley power valve in the Autolite carb for 3 years now with no internal leaks.
Symptoms of a leaking power valve:
– hard to start when cold because the carb is actually flooded,
– stalling when you come to a stop,
– rough idle,
– Very poor fuel economy.
The BOSS 302s are hot and noisy and stiff, and a lot of fun to drive.
Red
Lots of great information. I just received delivery of my first Boss 302 today. Wanted one all my life. Your comment answered my question about the oil level as I changed oil tonight. Wondered why it did not come up to the full line at 5 quarts.
We are looking at one of these 302 blocks to use in our land speed roadster for a new all iron class. Car has a 72 351c with 4V closed chamber heads that have been cut for high port using stuffers. Run 14:1 compression. Would like to use these 4V heads on this new block. I think the port stuffer really help with the larger carb giving velocity with the big valves. Would like to talk with you more.
Best information ever
Best article ever