
There are thousands of different pistons available from Summit Racing. They come from just about every piston manufacturer in the business and they fit every price range and almost every conceivable application.
So which piston do you pick?
That’s entirely up to you, but for this article we’re using technical insight from the folks at MAHLE Motorsports. We’ll zoom in on their PowerPak Piston lineup which is an extensive range of high quality “shelf” stock pistons targeted directly at sportsman class racers, as well as general high-performance enthusiasts.
2 Distinct Alloys
From the top: Two very different aluminum forgings arrive at MAHLE’s manufacturing facility. It’s impossible to tell the difference between them visually. One of them is 4032 alloy. The other is 2618 alloy. When it comes to performance, that’s where the difference becomes evident.
4032 and 2618 both have benefits to the end user, but it is often misunderstood on where these alloys can be used.
4032 Alloy Pistons
4032 alloy is crafted with a high silicon content (just over 12%). You can find 4032 in many race and street applications up to the ballpark horsepower of 750. What this means is the aluminum is resistant to expansion. 4032 pistons operate at a tighter piston skirt to cylinder wall clearance and simultaneously, provide increased stability in the bore. The additional silicon content improves the durability of the piston. An engine with 4032 pistons will maintain ring groove clearance and ring seal for a lot of miles.
Pistons manufactured from 4032 alloy can be (and certainly have been) used in performance and race applications with excellent results. But 4032 does have reduced ductility. This means the piston is less resistant to cracking caused by severe impact loads such as detonation or physical contact with something like a valve.
2618 Alloy Pistons
Given that scenario, companies like MAHLE Motorsports also offer pistons in another alloy, and that is 2618. The primary difference between a 4032 alloy and a 2618 alloy is the very low silicon content in 2618 (typically under 0.2%). A low silicon content allows the piston be much more malleable. That’s particularly important if the engine encounters detonation. Applications where this can be common include forced induction engines (blower, turbo, nitrous).
Given the added “plasticity,” a 2618 piston has a much greater expansion rate than a 4032 piston (in some situations, as much as 15%). That means one must compensate with larger (cold) piston-to-wall clearances. As an example, a typical 4032 alloy MAHLE Power Pack piston for a 4.5 inch bore BBC (similar to the example shown in the photos below) is installed with a piston-to-wall figure of between 0.0041 inch to 0.0049 inch.
Meanwhile, a similar big bore BBC piston manufactured from 2618 alloy aluminum is installed with a clearance of between 0.0061 inch to 0.0069 inch. Something like a much smaller bore small block will have pistons installed with much tighter clearances. (Many small block 4032 pistons are in the clearance range of 0.0025 to 0.0033 inch, while 2618 pistons for the same engines can be in the clearance range of 0.0046 to 0.0054 inch.)
Once the engine warms to operating temperature, both 4032 and 2618 pistons will end up with similar clearances.
The lower silicon content in a 2618 piston also makes it slightly less wear resistant. In a racing application, this isn’t much of a concern because the pistons will be replaced well before they experience significant wear.
Specialty Piston Coatings
Several manufacturers offer coatings targeted specifically at piston skirt wear. MAHLE Motorsports uses a special “Grafal” anti-friction coating on the skirts coupled with hard anodized top ring grooves. The process is essentially a more aggressive means to protect the piston from ring micro welding. The remainder of the piston is treated with a phosphate dry-film coating. These are standard features on all MAHLE PowerPak pistons (more below).
According to MAHLE, the Grafal skirt coating reduces drag, scuffing, friction, and cylinder bore wear, and also reduces piston noise. Under very extreme conditions, Grafal can self-sacrifice, which in turn can protect the piston and cylinder wall. Typically though (under normal circumstances), the coatings are engineered to stay intact.
As mentioned above, MAHLE also incorporates a special phosphate dry film coating on the PowerPak pistons. They use the same coating on specific OEM passenger car pistons right through to heavy-duty diesel engines. That dry-film coating is what gives MAHLE Powerpak pistons their unique grey appearance.
When it comes to the phosphate dry-film coating, MAHLE tells us “the dry lubricant coating (not to be confused with a thermal film coating) provides a lubricant film in the pin bores and ring grooves until the oiling system of the engine reaches operating pressure; particularly useful during the initial start-up or break-in of engines to protect against galling and micro welding. The piston crown is still machinable.”
Machining a phosphate coated piston or scratching the surface while installing pin locks does not have an adverse effect upon piston durability or performance.
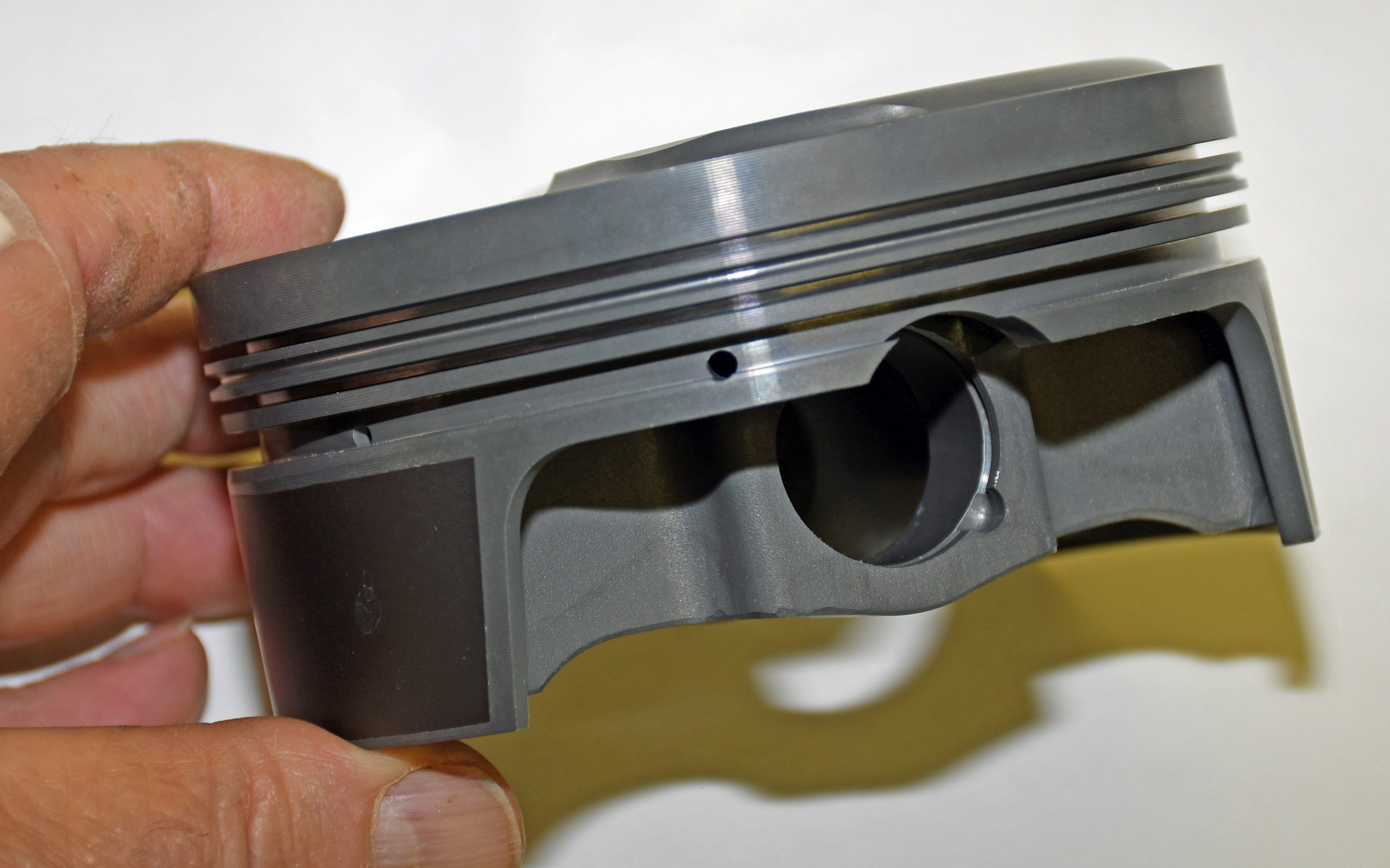
Piston Skirts
When searching for pistons, you’ll find two basic types of piston skirts are common: full skirts and slipper skirts. The slipper skirt has a smaller contact area with the cylinder wall, but the initial forging can also be made lighter than a full skirt piston (piston lightening is another matter). In the case of a full skirt piston, you’ll find that the skirt isn’t actually round. Instead, the shape is such that only the faces on the thrust axis of the piston actually contact the cylinder wall.
When compared to a slipper skirt, the full skirt piston will still have more contact area. Because of this, some folks feel a full skirt is sometimes easier on cylinder bores. MAHLE feels the slipper skirt design is superior because it provides for a lighter piston with less drag.
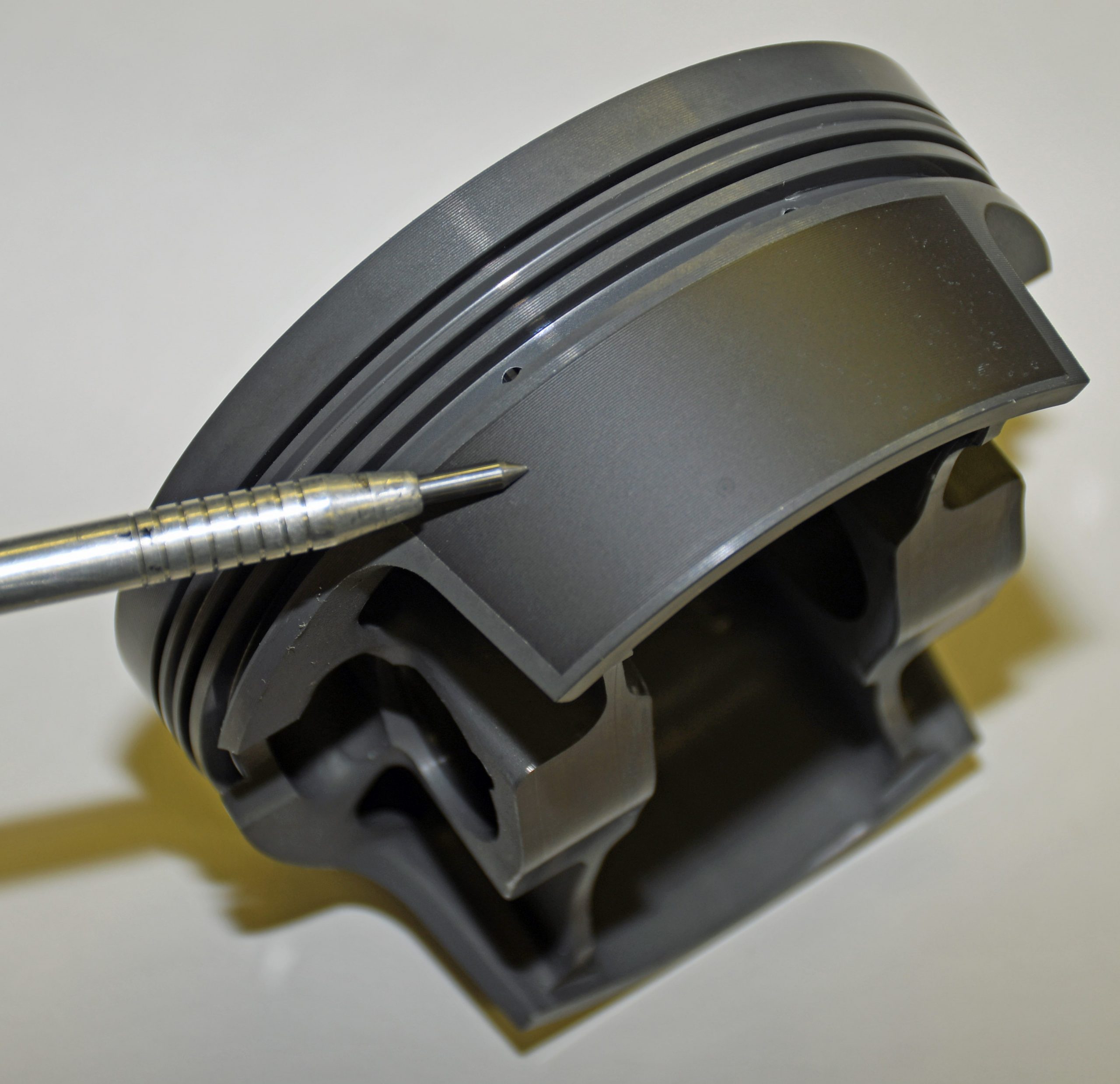
Piston Shape, Taper & Design
Pistons manufactured from aluminum expand with heat (no secret there), but because of this, the piston shape can change as an engine goes through the heat cycle. If you carefully measure some pistons at the skirt, you’ll discover that they aren’t round. Instead, they’re elliptical—narrower through the wrist pin centerline and wider through the thrust centerline (the thrust centerline is opposite or 90° perpendicular to the pin centerline).
This isn’t a mistake. The ellipse shape is called a “cam grind.” Normally the cam grind on a piston is between 0.020 to 0.045 inch. That isn’t much, but it is critical because piston dimensions change as it reaches operating temperature.
A number of pistons also incorporate a “barrel grind” or finish. This means the skirt bulges outward below the oil ring land. If you measured a barrel ground piston, you’d find that it is smallest just below the top ring land. At a specific point in the skirt, the dimensions reach their peak and then decrease. Some pistons use a slightly less complex profile. It’s called “taper.” What this means is the piston diameter is smallest at the top ring land and progressively becomes larger at the bottom of the skirt.
Both taper and barrel grinds are critical when it comes to establishing the piston-to-wall clearance. Because of taper or barrel grind built into a piston, you have to be absolutely positive about where on the skirt the piston manufacturer specifies clearance checking.
According to MAHLE, the shape of their piston can actually prove oval in more than one plane. It is engineered with ovality so that as the aluminum material heats and expands, the shape of the piston expands to the correct shape of the cylinder bore. Although the engineering is complex, the end result is a piston that offers more uniform (and desirable) piston-to-wall clearance at operating temperatures coupled with better ring seal, along with reduced friction.
The piston compression height establishes the wrist pin vertical dimensions; however you also have to take into account the horizontal plane. Wrist pins can be located in the center between the piston skirts or they can be offset. MAHLE notes that pin offset is primarily used in OE applications for noise considerations. MAHLE’s PowerPak pistons primarily don’t have pin offset in them. Many engine builders agree that a centered relationship is the best, but for some, the jury is still out.
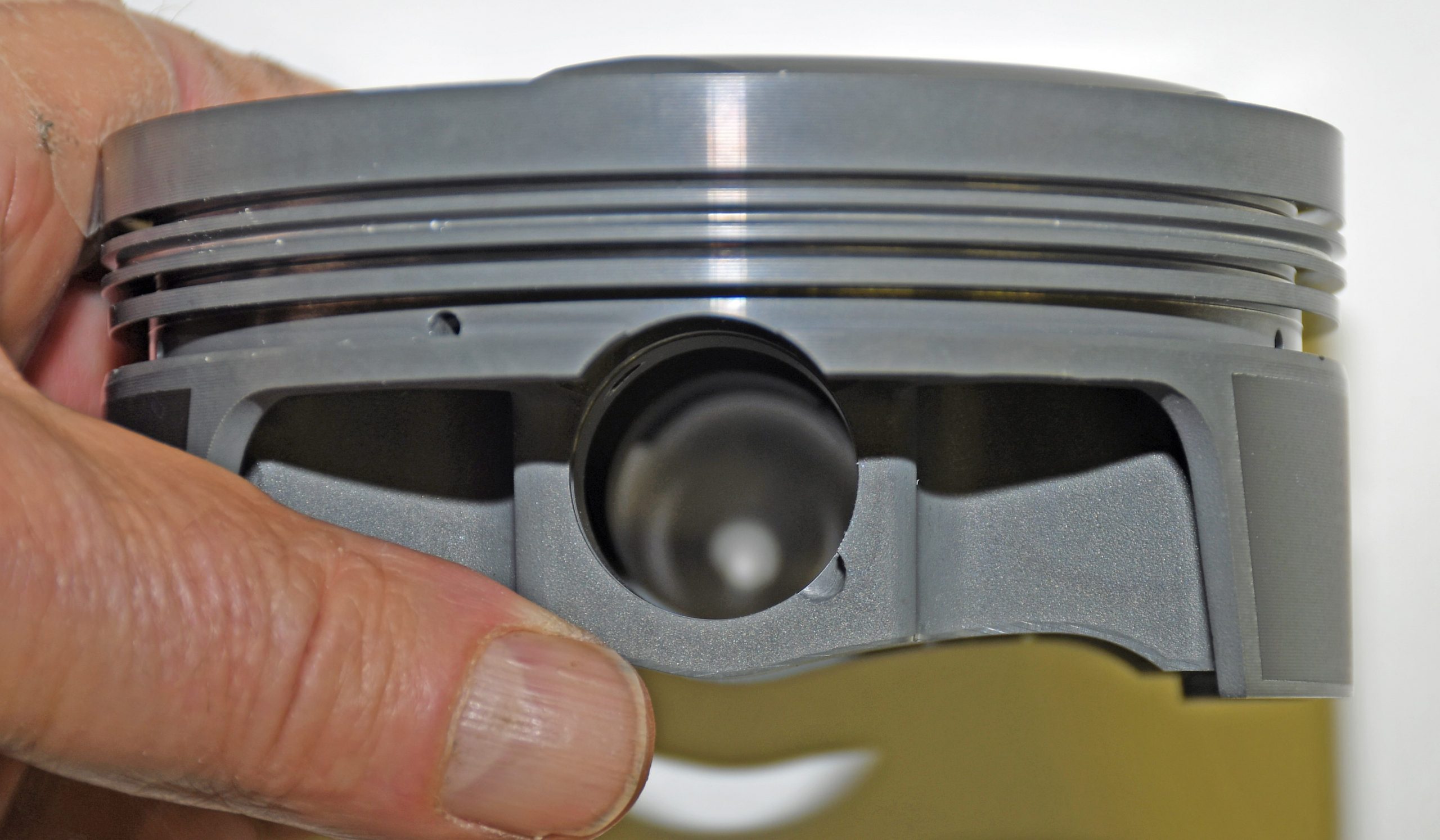
Piston Wrist Pins & Supports
A couple of things you should ponder when looking at pistons are the size of the wrist pin supports along with pin clearance. Ideally, the pin supports (sometimes called “pin towers”) should be as large as possible. The tradeoff is, large pin supports tend to increase piston weight. The next best option is to move the supports together. The closer they are, the better they support the pin. Keep in mind the need for adequate side clearance between the supports to allow for connecting rod misalignment.
As far as pin clearance is concerned, most production cast pistons operate with a figure of 0.0002 to 0.00025 inch. Pistons forged with a high silicon alloy (4032) can have a hot running clearance of between 0.0015 to 0.0020 inch (the cold, installed numbers begin at 0.0002 inch). On the other hand, some engine builders recommend a cold clearance of as much as 0.0008 inch between the pin and the pin bore. Generally speaking, the correct pin to bore clearance figure depends upon the piston type, the form of pin retention as well as the operating circumstances. Your piston manufacturer will offer the best recommendation.
MAHLE provides more insight into pins. “Piston failures can often be traced back to poor and inconsistent pin bore quality or design. The pin bores on every MAHLE Motorsport piston are finish machined using CNC equipment specially designed and manufactured by MAHLE to precisely control shape, size and alignment. This added control allows for advanced designs and flexibility, resulting in unmatched consistency and performance.”
According to MAHLE, it profiles the piston pin bores to allow the wrist pin to spin in the pin bore. If the spinning stops, the chance of galling increases. MAHLE’s configuration allows the pin to spin and actually flex while continuing to distribute oil lubrication. To accomplish this, MAHLE uses specific pin bore machining equipment that eliminates any need for finish honing.
Wrist Pin Lubrication
Oiling the wrist pin can be accomplished in several different ways: The simplest form used by some companies is based upon “splash” lubrication: A hole is simply drilled at the bottom end of the pin boss (visible from the base of the piston). As the crank spins, oil splashes upward, enters the hole and lubricates the pin. In pistons using this type of pin oiler, there is always a chance oil didn’t “splash” into the hole, and lube the pin. Additionally, there is no real way to regulate the volume of oil that reaches the pin.
A more common high performance system is “forced” oiling. Here, a passage is drilled from the oil ring groove to the top of the wrist pin bore. As oil is scraped from the cylinder wall, it’s directed to the pin oiler, and passed on to the wrist pin. This is a very efficient system. As piston speed increases, so does the oil pressure to the wrist pin.
Another pin oiler configuration you might encounter is based upon machined grooves in the upper sides of the pin bores that act as side reliefs allowing oil to travel across the pin.
Floating Wrist Pins & Pin Retainers
Pins are routinely held in by pressing them in place or allowing them to float (with various lock arrangements). A pressed pin (sometimes called a “locked-in-rod” pin) is self-explanatory. The piston, wrist pin, and connecting rod are assembled with heat and a press. Here, the pin can’t move due to the interference fit in the connecting rod. It actually works very well but if your application requires teardowns (as in most high performance and/or race cars), it’s a pain to take the rod-pin-piston package to a machine shop for disassembly and re-assembly. But it is important to understand there is virtually no horsepower loss when using pressed pins.
Floating wrist pins are more convenient, but another variable enters the equation: Wrist pin locks must stay in place until you decide to remove them. If they don’t, you’ll encounter major devastation inside the engine. High performance pistons are typically machined for one of four possible pin lock systems: Tru-Arcs, Spiral Locks, Round Wire Retainers or Buttons.
Pin buttons are the least common, and in most cases, they’re only found on fuel and blown alcohol drag race engine combinations. Some performance pistons can incorporate Tru-Arc retention. Tru-Arcs are basically circlip devices that can easily be installed with a pair of snap ring pliers. They were very common a few decades ago.
Spiral Locks or Round Wire Retainers are another matter entirely. Both configurations are basically a spiral “clip” that installs by “winding” it into the retainer groove. It is almost impossible for something like a round wire retainer to back out in a running engine, but it is also more difficult to remove when you’re working on the powerplant (there are special tools available to do it though).
MAHLE notes you should never reuse pin retainers. The retainers lose tension every time you compress them. It’s always a good idea to purchase your new retainers from the piston manufacturer (rather than a third party).
Stay Tuned for Part 2 Next Month
We’ve covered a lot of ground with the “Power Packed” piston article. And we’re certainly not done. We’ll wrap our look at high performance pistons in a few weeks. Watch for it. In the meantime, check out the photos below for more insight,









[…] In last month’s Part One, we began our look at today’s piston technology. As mentioned in that article, the numbers of choices within the Summit Racing catalog are absolutely massive. There’s a lot to consider too. Piston design has evolved over the years, and thanks to the folks from MAHLE Motorsports we’re able to sort through many of the options and much of the technology (and it most certainly doesn’t apply to MAHLE pistons exclusively either). There’s something here for everyone. Check it out: […]