Ford Performance Parts is out to change your perception of affordable high-performance crate engines with a lineup of world class crate motors that deliver the same Ford tested tough durability of Ford’s OEM factory engines.
For more than a decade, Ford has looked to the expertise of Performance Assembly Solutions (PAS) in Livonia, Michigan for its powerful “factory-to-you” Coyote “Aluminator” crate engines. PAS is a division of Roush Industries, so you know the quality and durability are there. We can tell you these engines are built to Ford’s own ISO 9000 engineering standards.
These are new engines—not rebuilt or remanufactured—that have never been fired. Each Coyote engine arrives at PAS from Ford’s Essex, Ontario (Windsor) engine plant as a completed engine. They are not leftover inventory or factory rejects. When they are checked in at PAS, each engine is logged in with a code (identity) specific to that engine. Each engine is fully documented from the time it is manufactured at Essex until which time it is inspected and shipped from PAS.
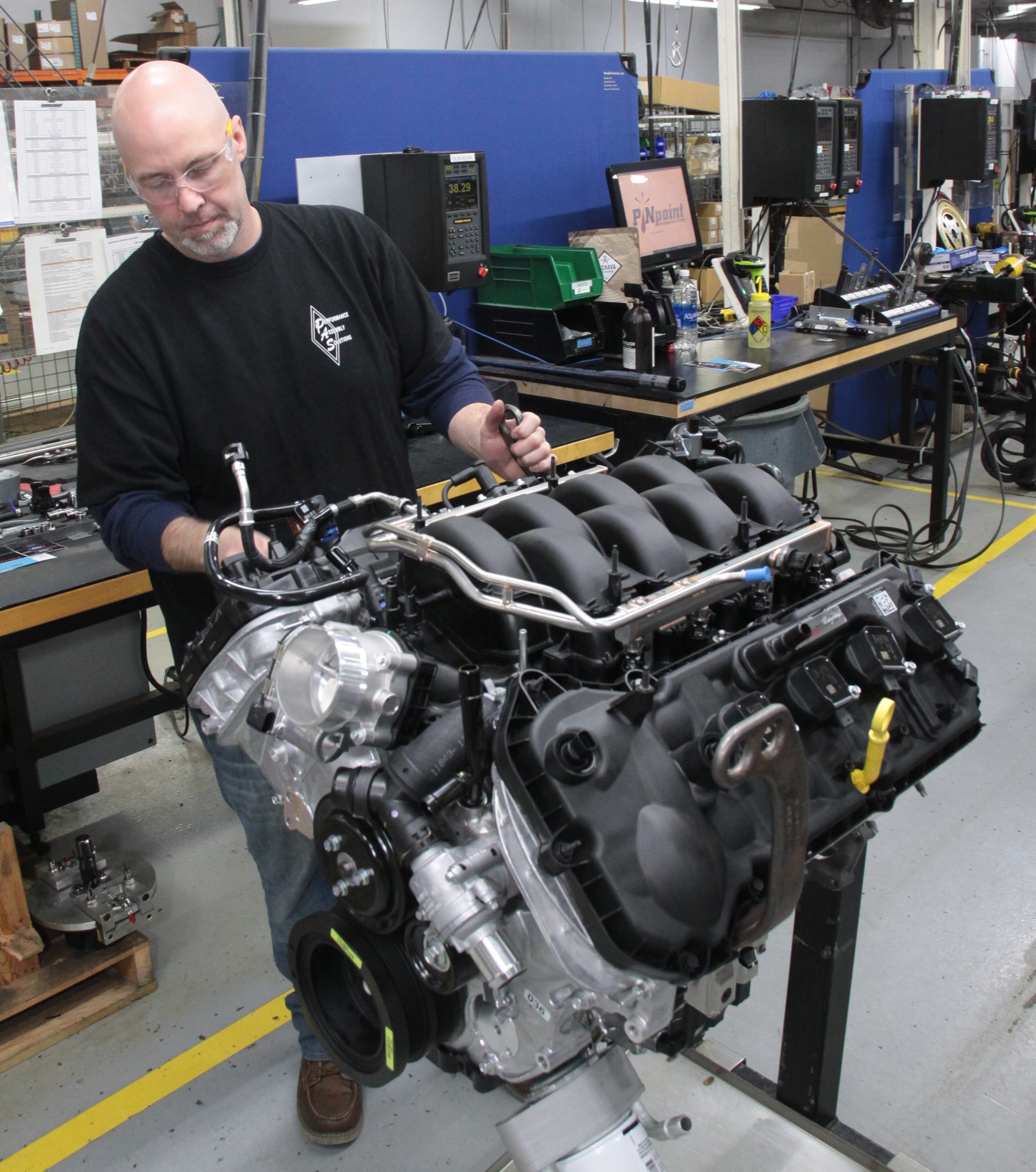
Because we are in the Coyote’s 12th year of production, PAS is doing 2018-23 direct injected Gen. III Coyote engines. These engines are assembled to Ford’s strict engineering standards (with proof these standards have been met during assembly) by proven engine building professionals who “hands on” build and inspect each engine. Think of PAS as a custom racing engine job shop—an intimate assembly line where there is accountability and close attention to detail. These engine building professionals must prove themselves with each engine and then sign off on each job when the engine is SIM tested and checked for noise prior to shipment.
What makes these Ford Performance “Aluminator” engines world class is a disciplined four-step build and documentation system, according to John Torvinen, Frank Hoffman, and Will Clendenin of PAS. These guys tell us this is a state-of-the-art quality control process where nothing gets missed.
The first phase is a methodical teardown including serialization of key components. Engines arrive, get scanned in, and are disassembled as a package. Parts don’t wind up in gang bins like you see in a lot of reman operations with piles of rods, pistons, cranks, and other parts. All parts are loaded onto a specific cart and remain together under one common serialized barcode tied to each engine. Each block is hot-washed, rinsed, and dried with compressed air. Cylinder bores are wiped down with light oil to prevent corrosion.
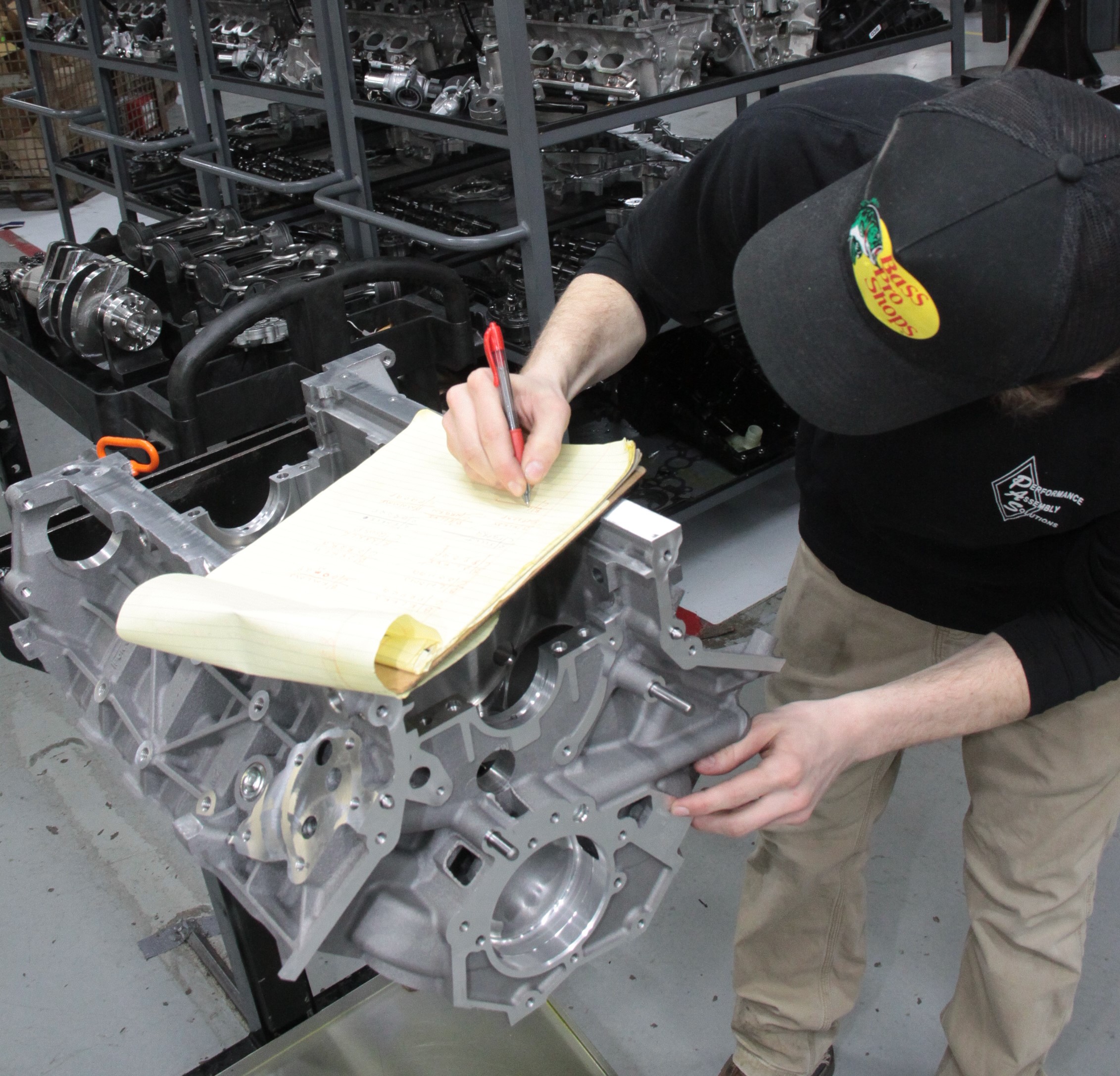
The next phase is where blocks, cranks, rods, and pistons are measured and thoroughly inspected the same way they would be by a custom engine builder one engine at a time. Each workstation in the assembly process has a responsibility to where every engine is a matter of permanent record. Block, heads, and all components are tied to the same code, which means the block, crank, heads, cams, and other components stay together throughout the entire process.
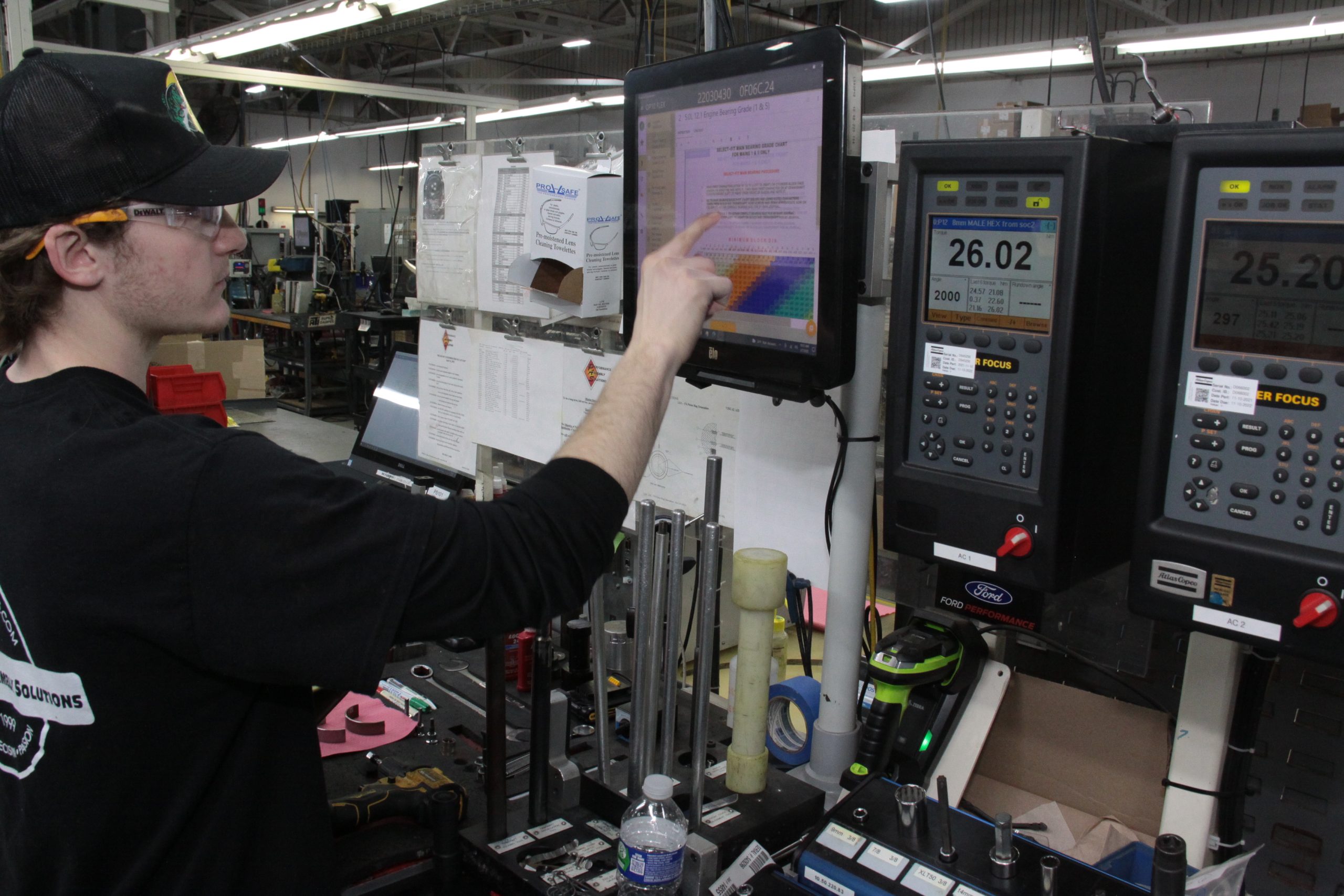
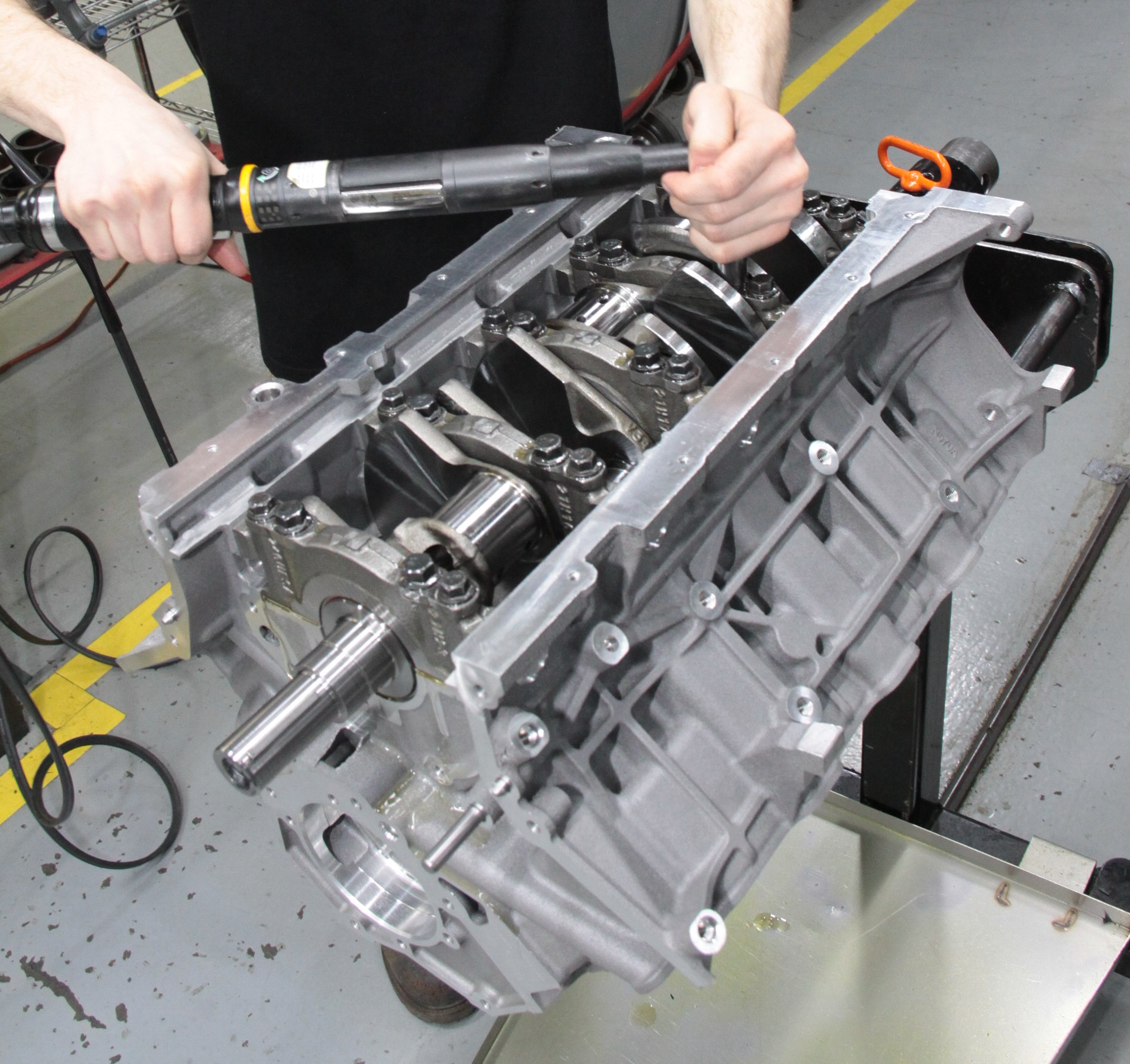
When measuring and calibration are complete, the block is mounted on a commercial grade engine stand where it enters the third phase of assembly. The identification bar code is scanned into the system and every step is monitored and recorded into a database. Instructions and specifications appear on a touchscreen and must be acknowledged as complete by the builder prior to the system allowing them to continue the build. The system also records all fastener torque data, rolling torque data, and even the leak and cold test values.
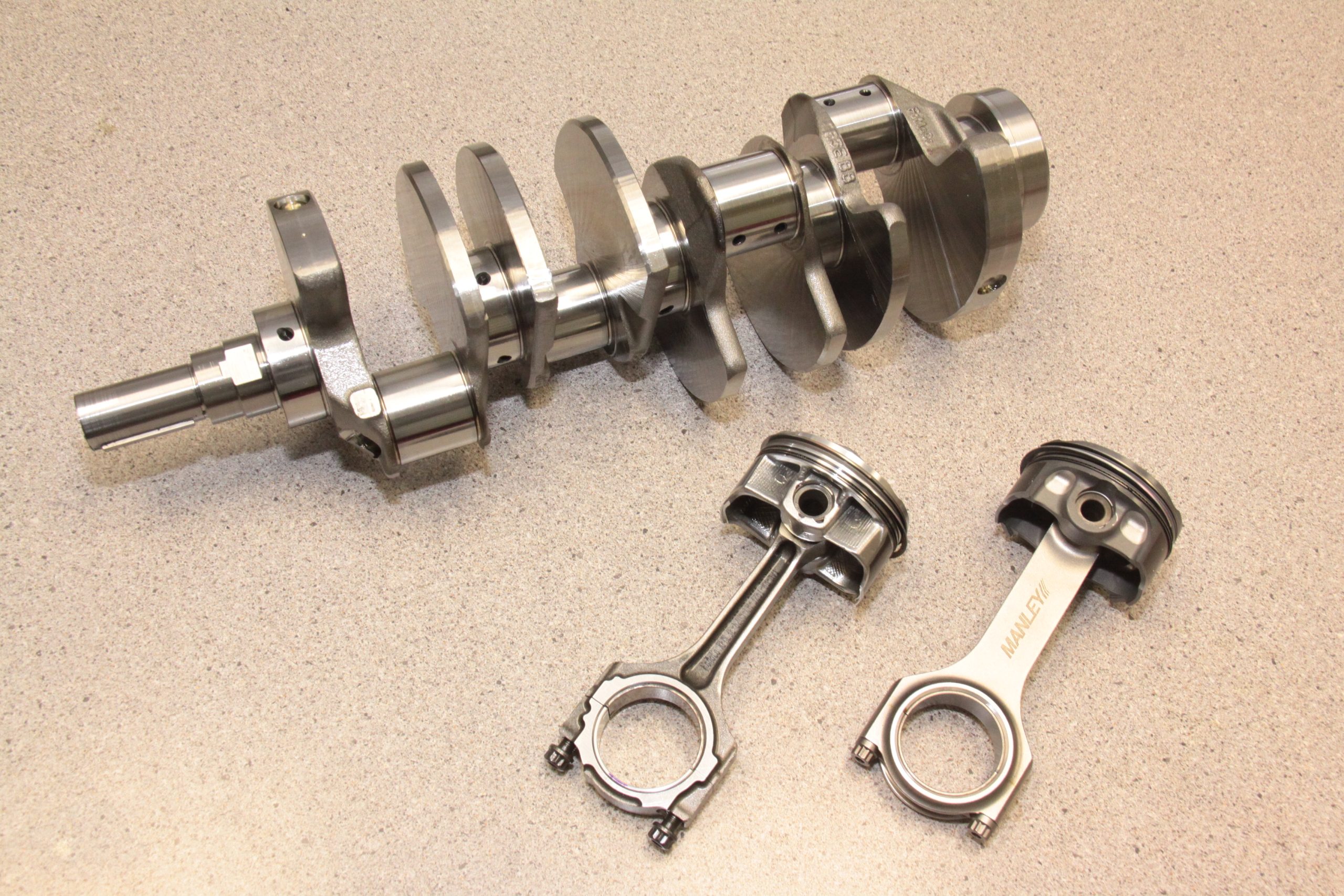
Bare blocks are fitted with new high-performance main and rod bearings. Stock powdered metal connecting rods and pistons are replaced with dynamic-balanced and precision fit Mahle forged pistons and Manley H-beam rods fitted with ARP 2000 rod bolts. Each crank is dynamic-balanced to the Manley/Mahle reciprocating mass to ensure smooth operation. Once each assembly is complete, these engines are SIM tested to check for oil pressure, compression, and noise. Once SIM testing is complete, oil is drained and the engine goes through one final inspection prior to shipment.
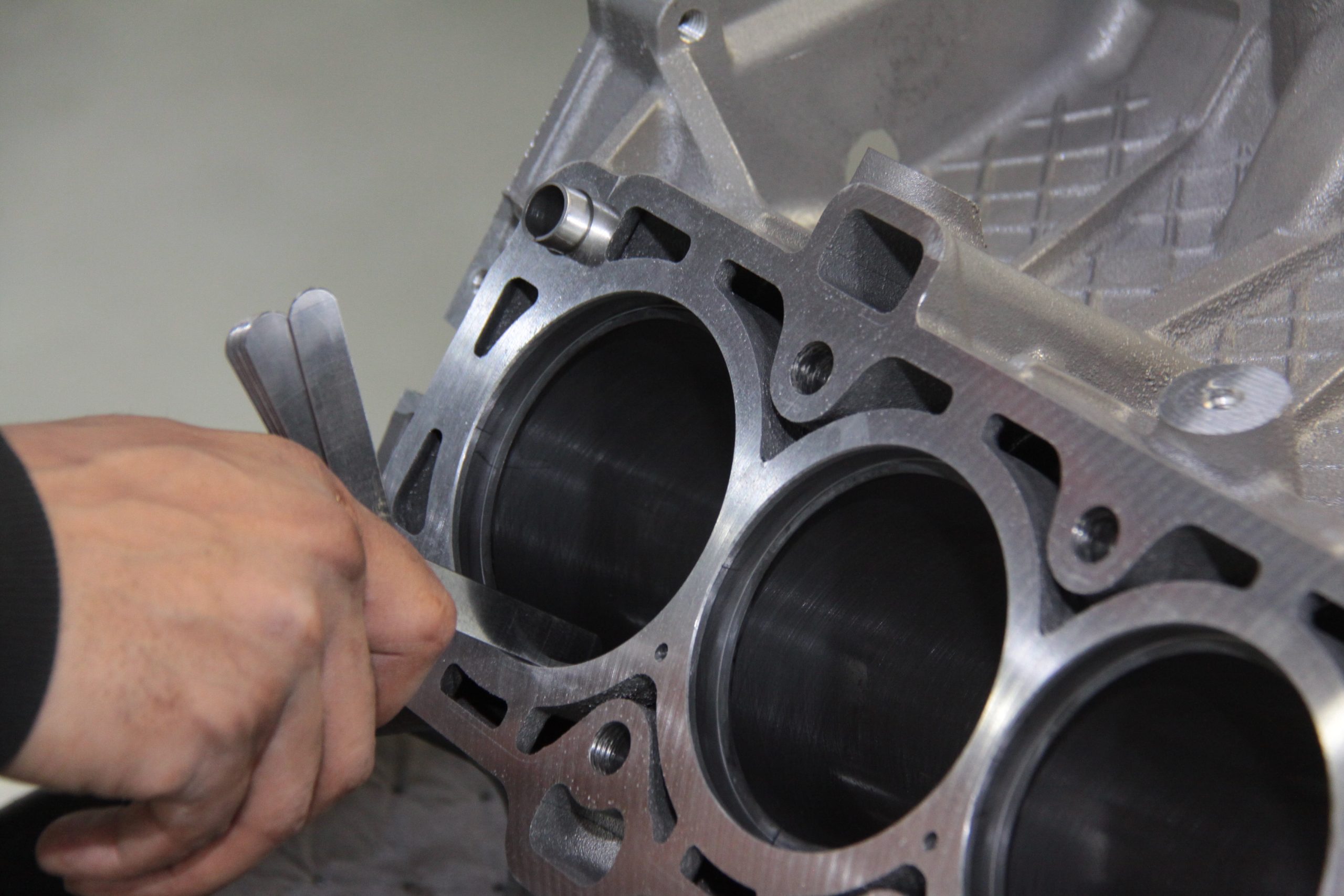
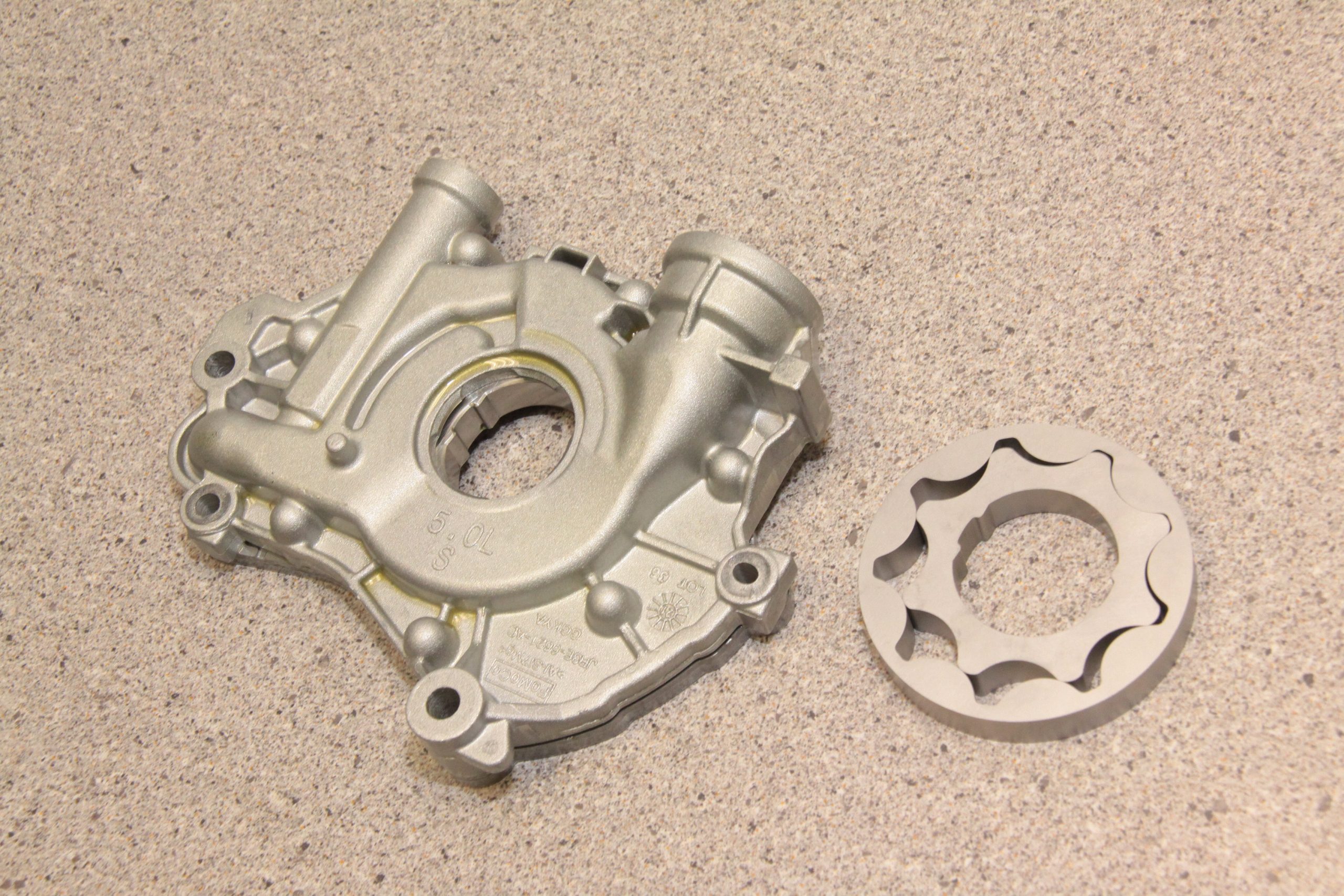
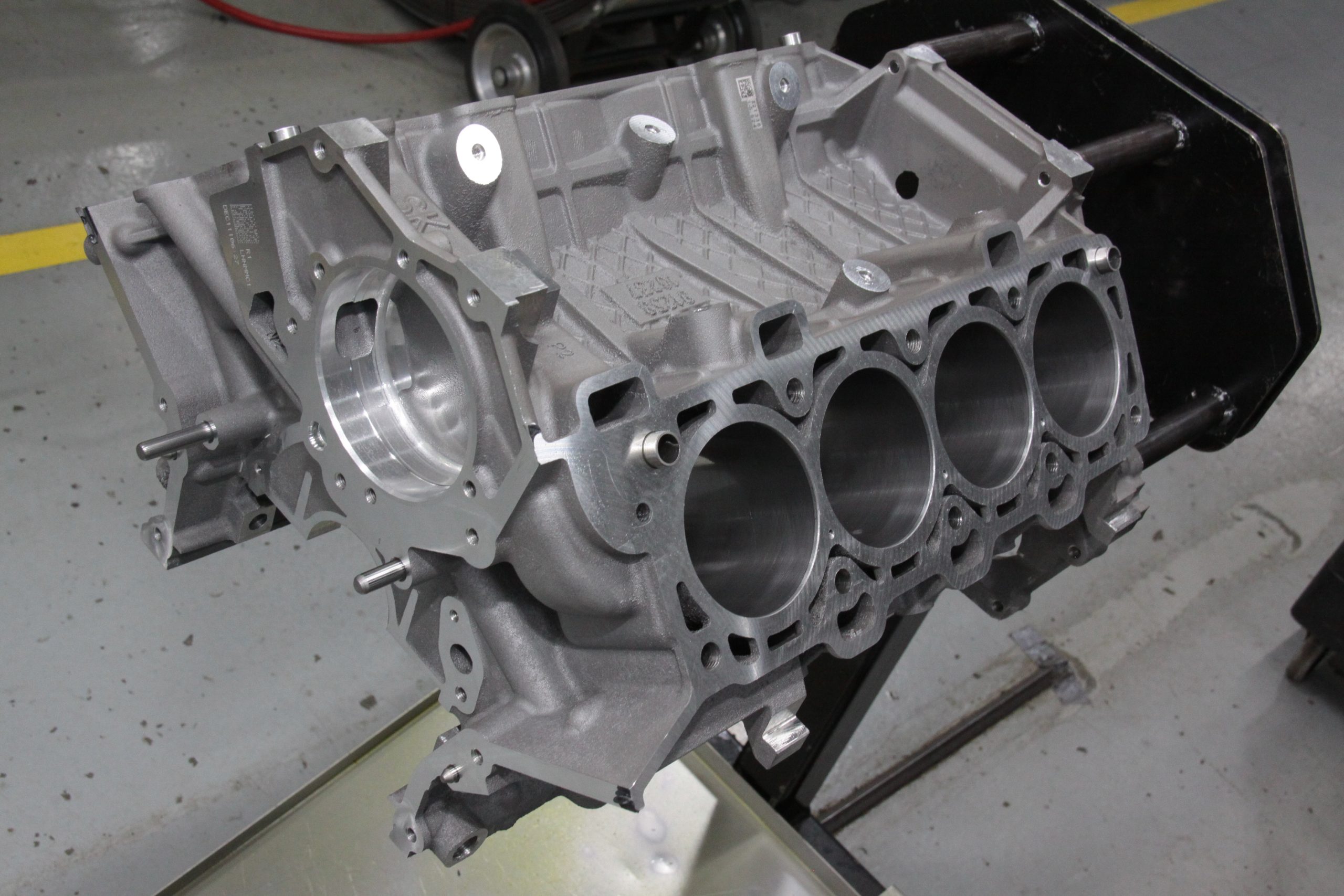
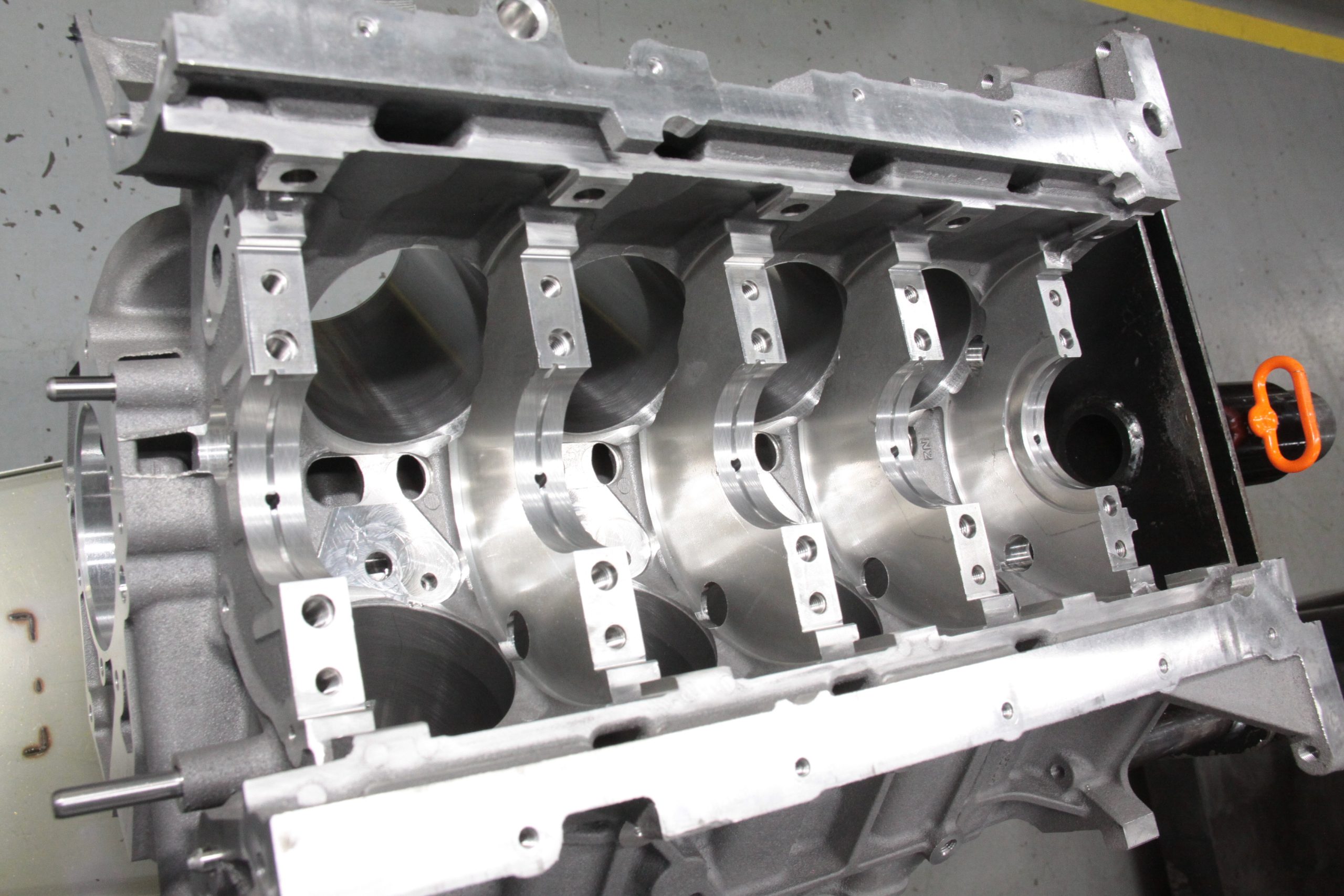
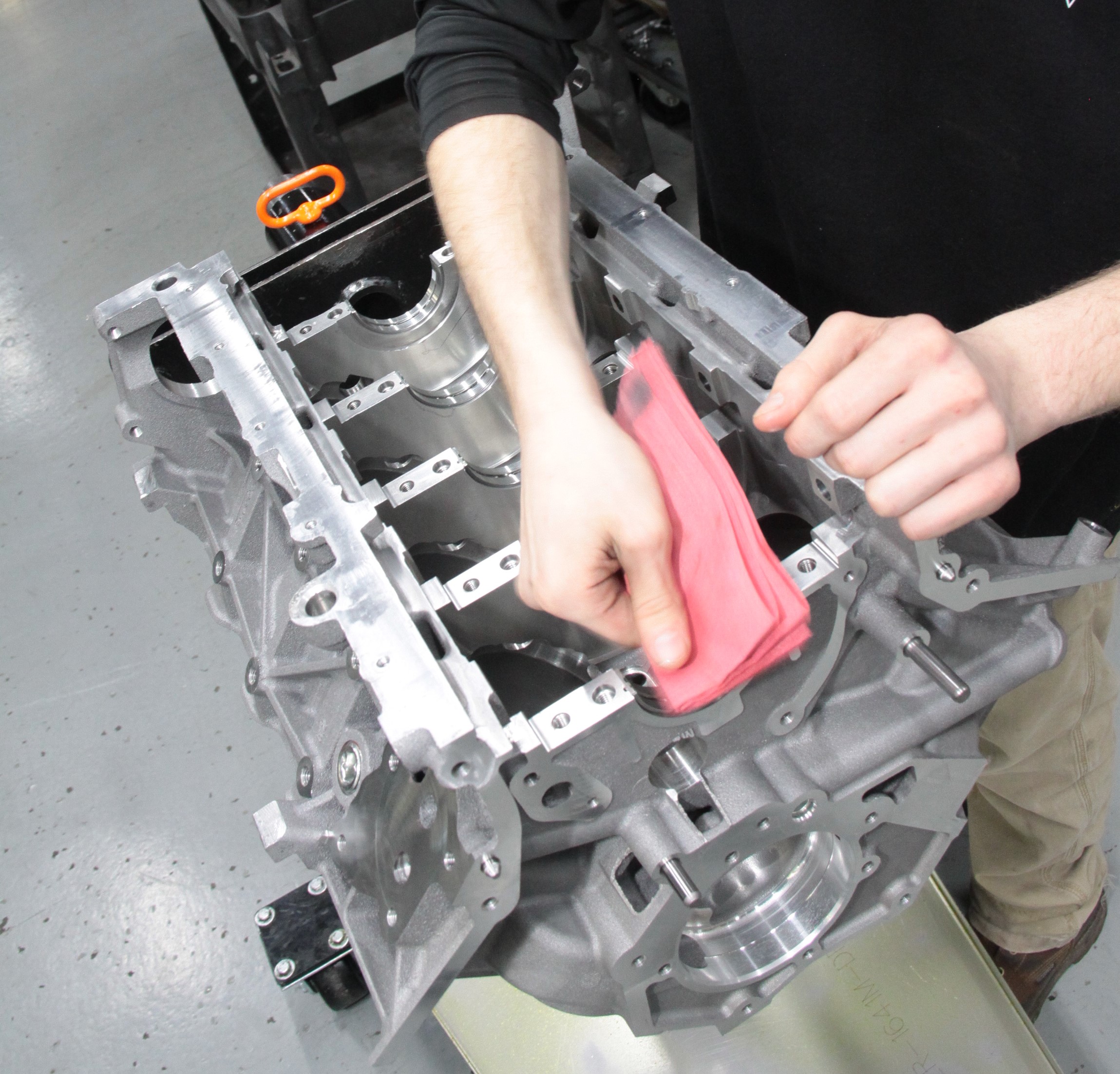
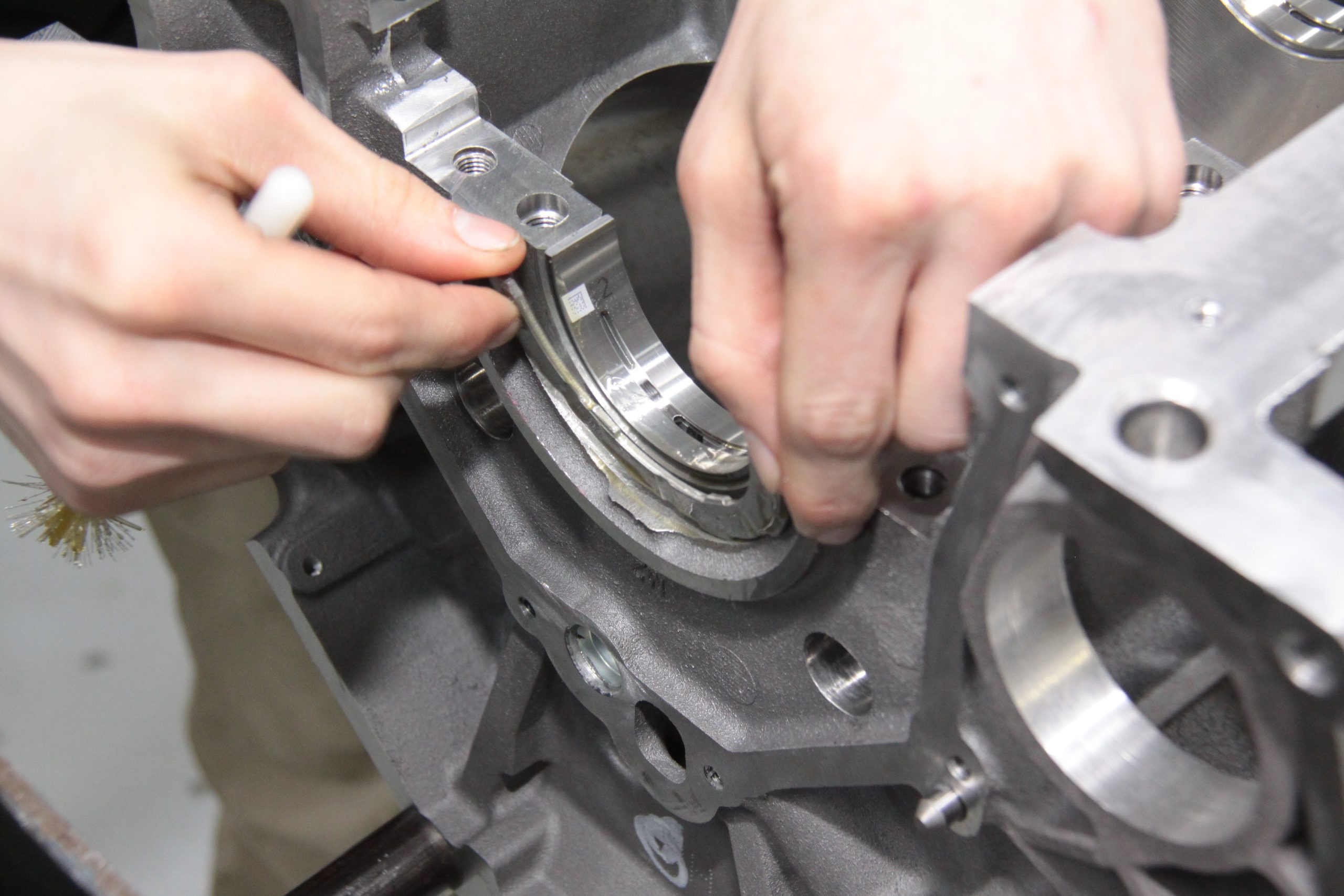
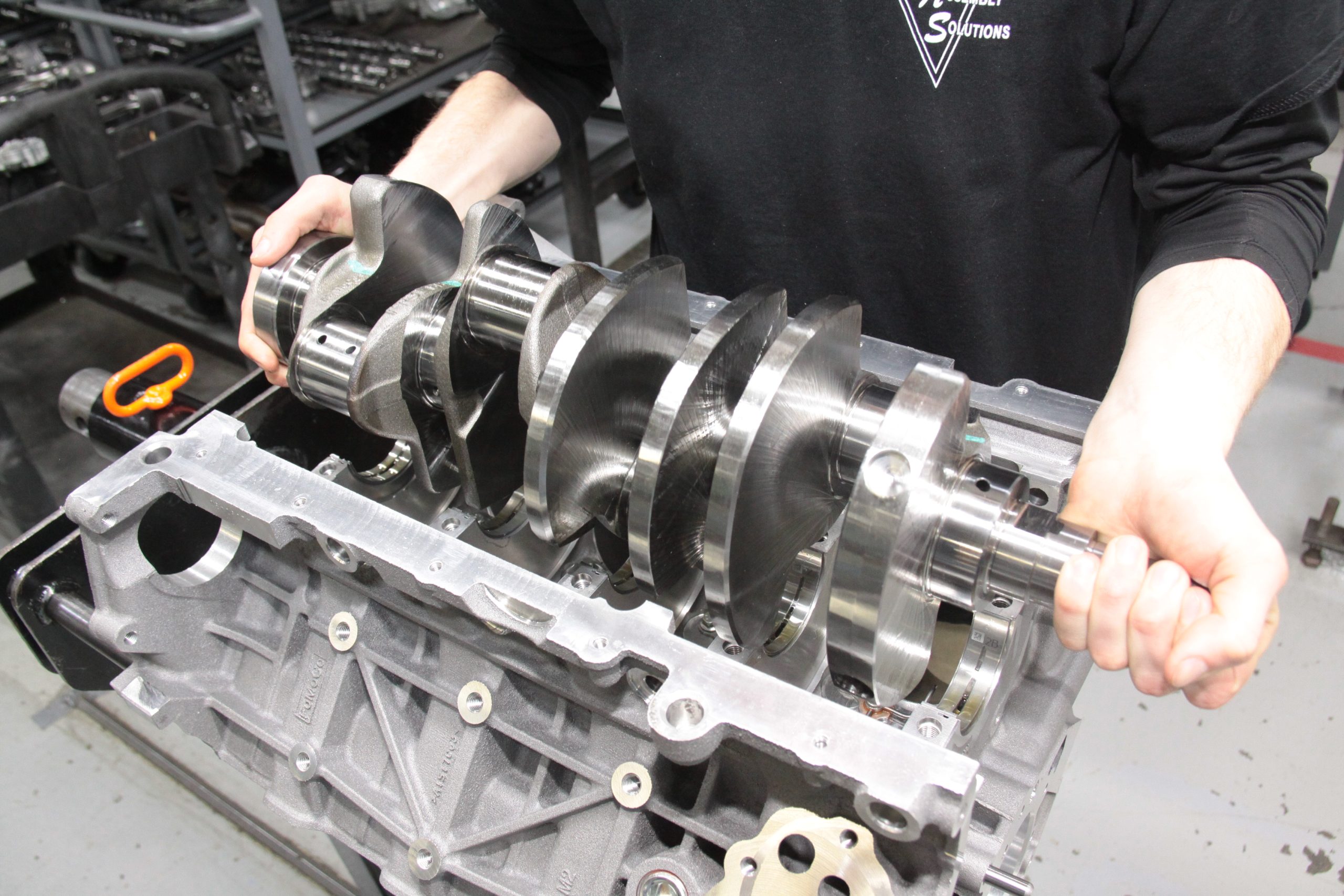
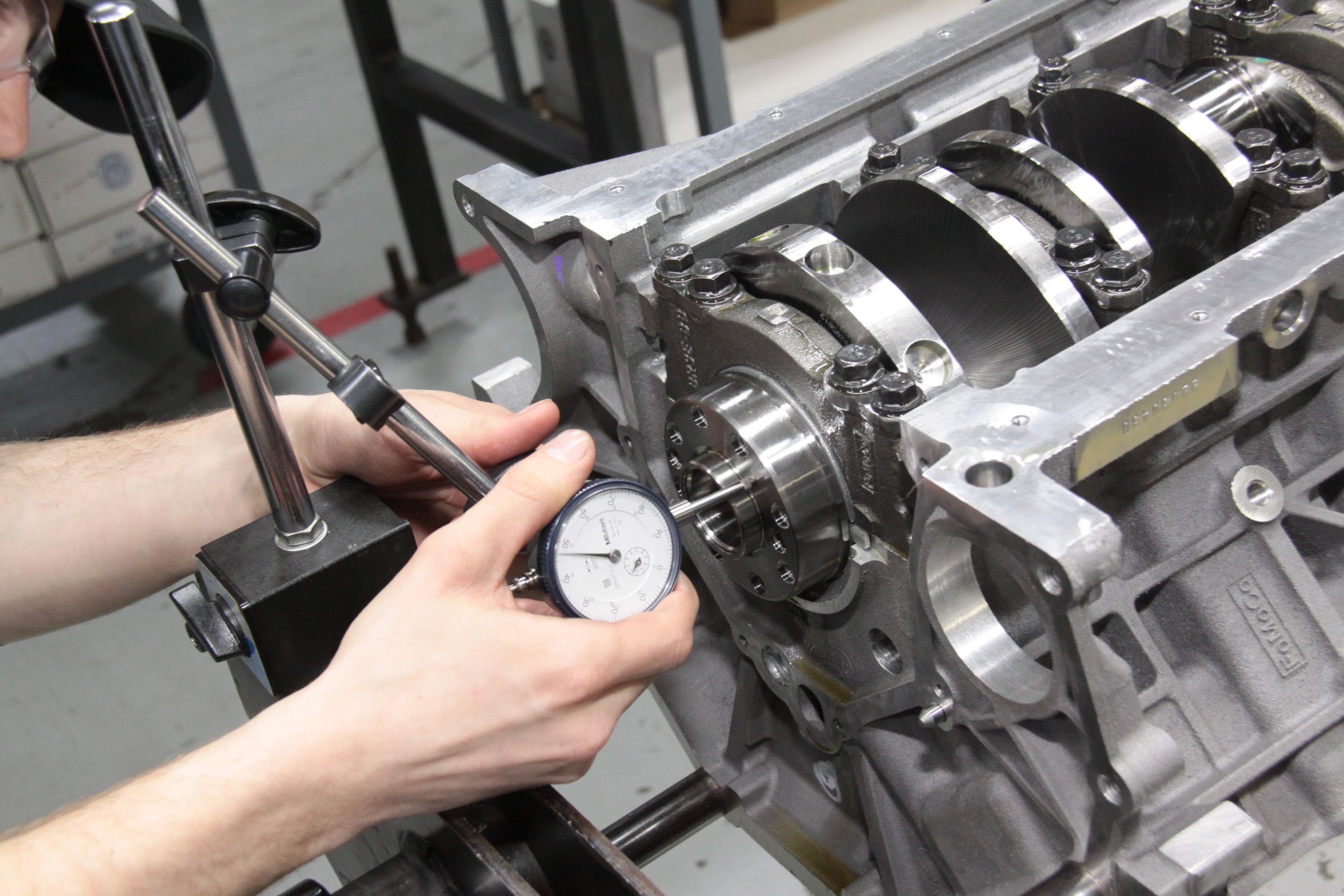
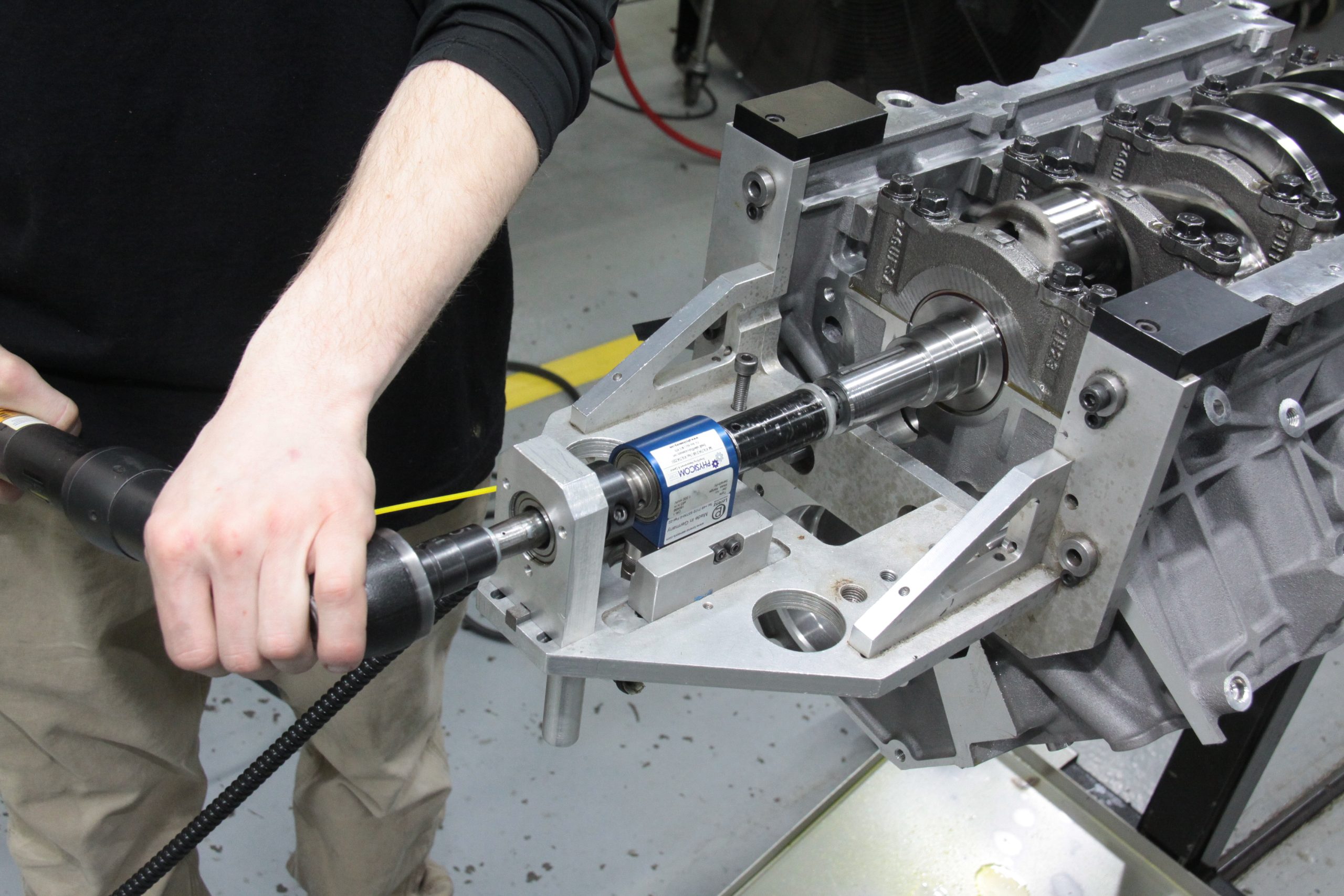
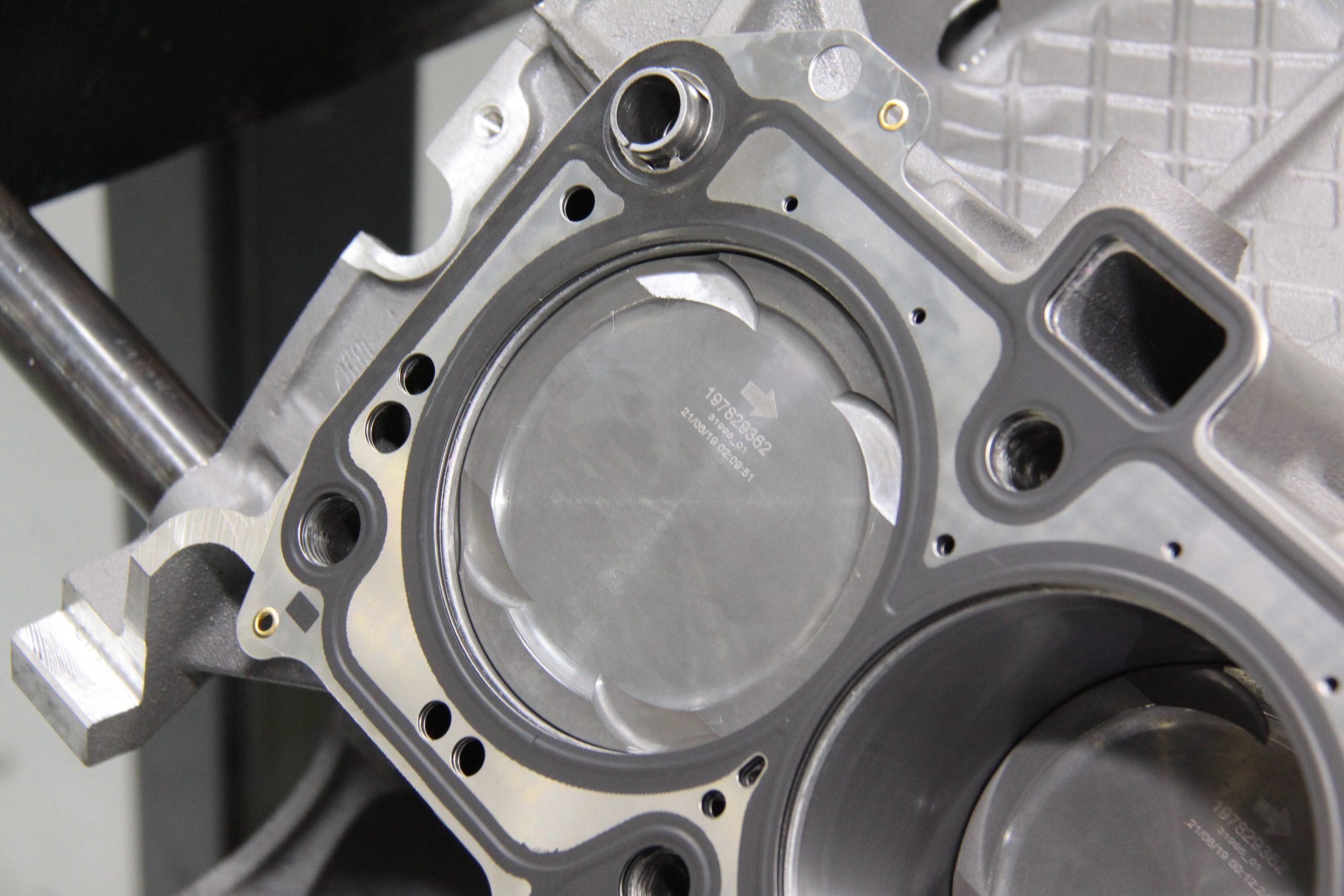
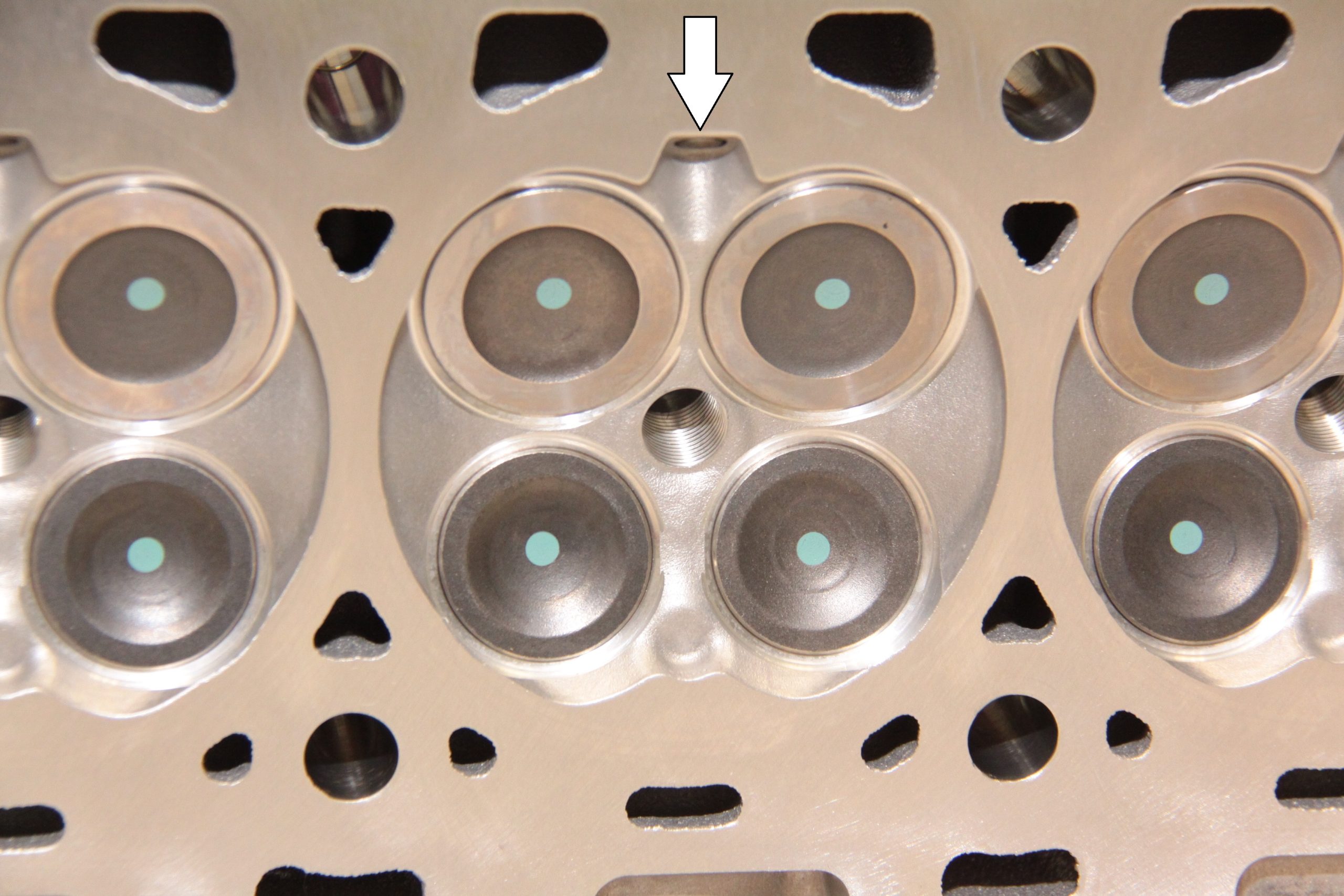
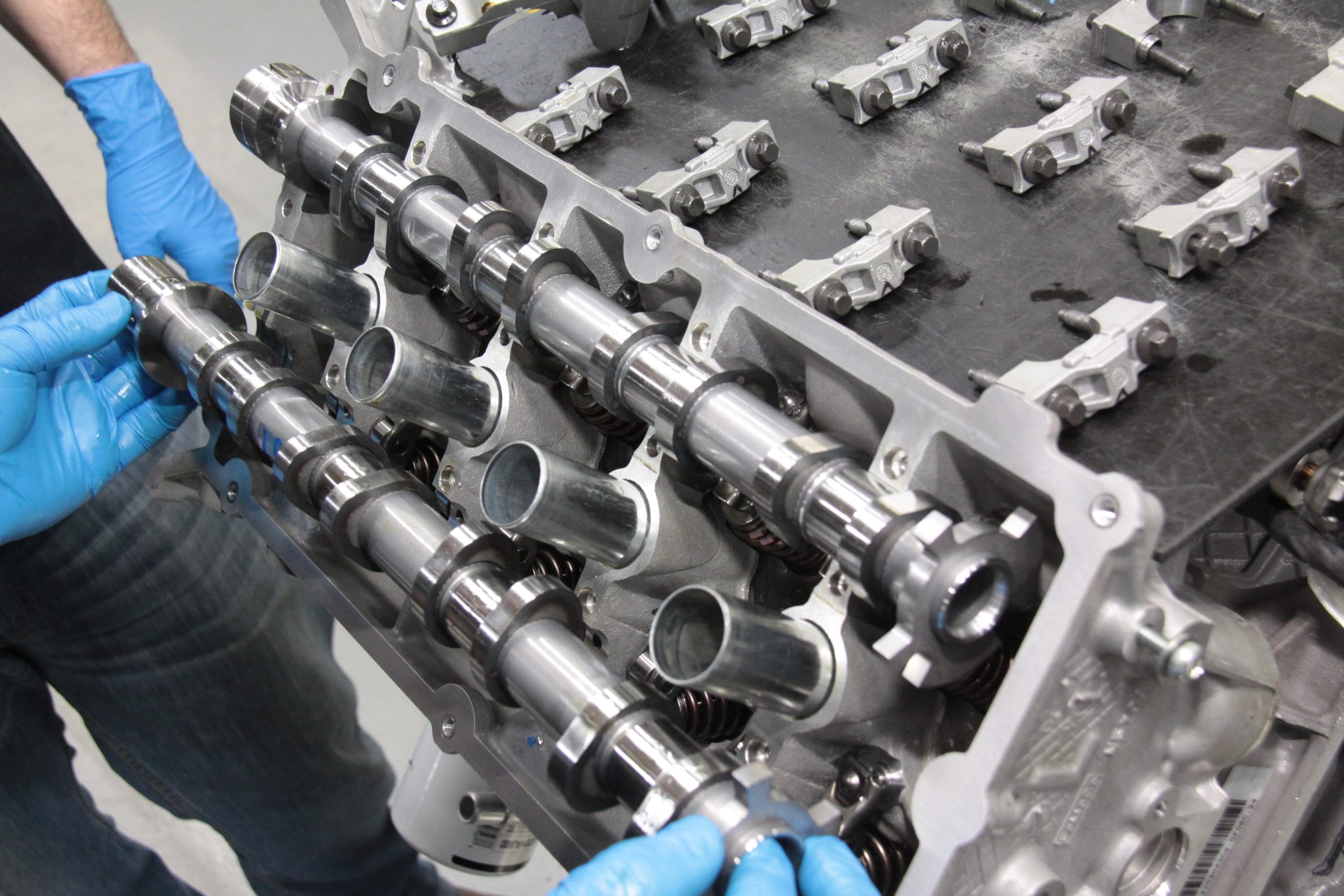
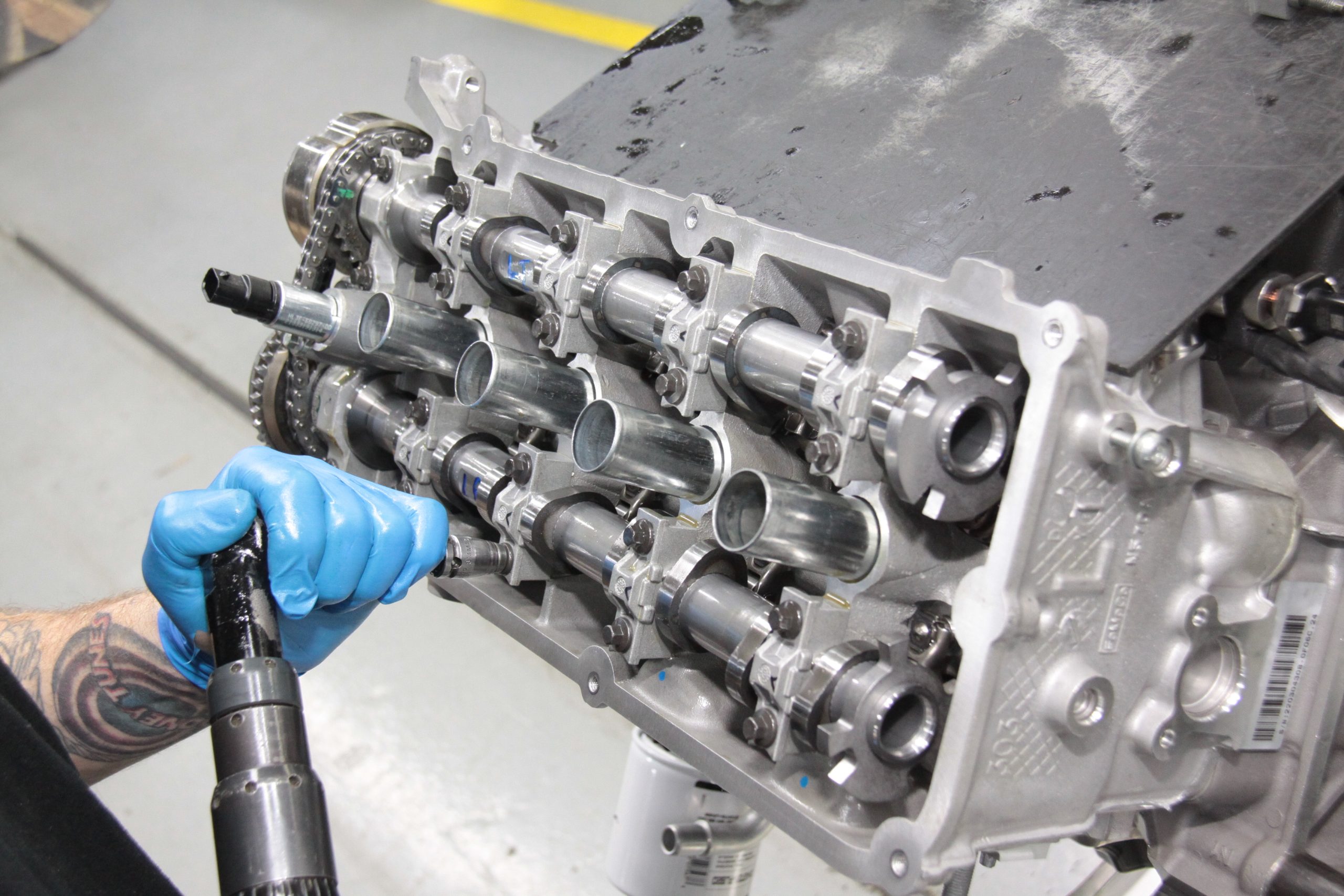
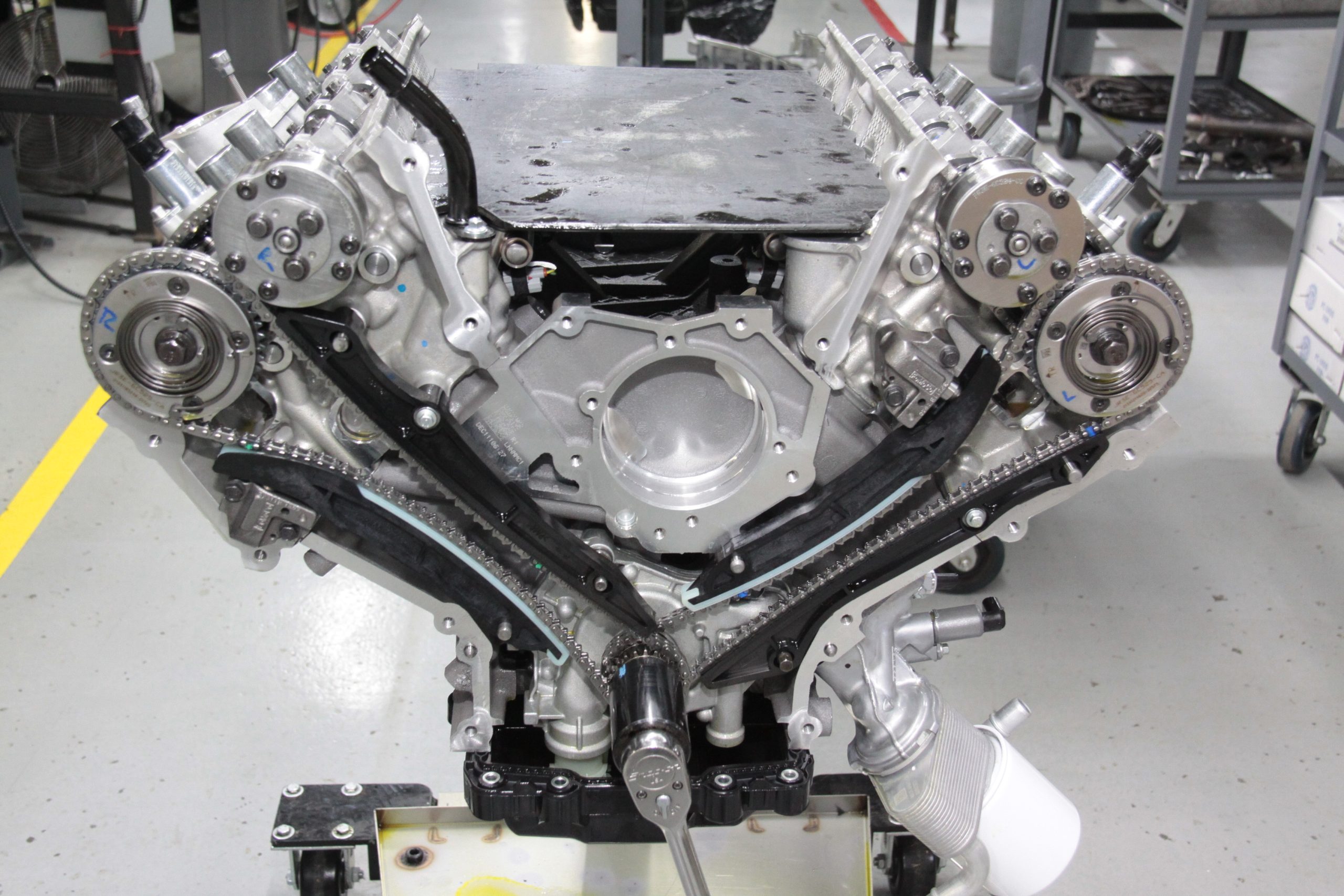
Gen. III (2018-23) Coyote engines arrive at PAS from Ford’s Essex engine plant on a shipping pallet just like they would at the Flat Rock, Michigan Assembly Plant for installation in new Mustangs. (Image/Jim Smart)Each engine is then methodically disassembled and cataloged with an identification code. (Image/Jim Smart)All engine parts are carefully loaded onto coded carts where they enter the assembly process. (Image/Jim Smart)All the parts you see here are digitally matched to the block they arrived with from Essex. They remain together throughout the entire build process. (Image/Jim Smart)This Gen. III Coyote block has been hot-washed and inspected prior to entering the assembly line. The PAS line is a small intimate affair where assemblers and supervisors work closely together. Any issues are discussed and resolved promptly. (Image/Jim Smart)Block measurements are taken and documented where they become part of a database. (Image/Jim Smart)Bore dimensions are checked with a dial bore gauge and recorded. (Image/Jim Smart)Ring end gaps are checked for the new Mahle pistons. Because PAS was doing a batch of supercharged Coyote Aluminators, all pistons were dished to keep compression conservative. The next round could be naturally aspirated with flat top pistons. Ford Performance Parts does this for build consistency and efficiency. (Image/Jim Smart)Here’s what you get for your money. The Coyote’s forged steel crank can take a tremendous amount of power—upwards of 1,000+ horsepower. The factory sintered metal rods (left) are replaced with Manley H-beam units (right) and Mahle forged and coated pistons. Supercharged applications get dished pistons while naturally aspirated get flat tops. Supercharged calls for a lower compression ratio hence the dished dome. (Image/Jim Smart)Oil pumps are fitted with hardened steel rotors for extreme duty. (Image/Jim Smart)This is the most tedious phase of assembly where Mahle pistons are mated to Manley H-Beam rods. Each is hand assembled—then closely inspected for proper assembly. When the short block is being assembled, piston and rod assemblies are inspected again and any issues corrected. (Image/Jim Smart)Bare blocks enter the close, intimate assembly line where the build begins in earnest. Note how the Coyote block deck is machined with ridges engineered to secure cylinder head gaskets with a tight seal to contain high cylinder pressures. (Image/Jim Smart)Ford returned to the basics of durability on the Modular and Coyote engines, using skirted blocks with cross-bolted main caps like the vintage FE Series and Y-Block Ford V8s. Because the Coyote is a lightweight aluminum casting, you don’t get the weight penalty of a skirted block. (Image/Jim Smart)The carts we mentioned earlier are packaged as shown and married to the engine as it arrived from the Essex engine plant. Before you are all the bottom end components including the engine’s original steel crank, main caps and bolts, the Mahle/Manley reciprocating mass and improved hardened steel rotor oil pump. (Image/Jim Smart)Gen. III Coyotes sport oil squirters, which are installed first before the crank goes in. (Image/Jim Smart)The assembly process is a no-nonsense affair, as documentation goes into a database as a matter of permanent record. Each step is acknowledged and documented. (Image/Jim Smart)Engine assembly is antiseptic where critical surfaces, like main bearing saddles, are wiped clean with tack-free anti-static cloths. (Image/Jim Smart)Bearings and journals are handled with great care, ensuring even skin oil is not allowed to contact bearing surfaces. Skin oil creates an unwanted film that also attracts dust. This is the rear main shim stock, which controls crank endplay. (Image/Jim Smart)Once main bearings have been installed and dressed with engine assembly lube, the crank is carefully seated and spun to ensure smooth rotation. (Image/Jim Smart)Main caps are seated as shown, crank rotation again checked, and inside main cap bolts torqued per Ford’s recommended order. Outside main cap bolts and side bolts are torqued last, with main cap bolts first, then, side bolts again in the recommended order. (Image/Jim Smart)Crankshaft endplay is checked as shown and documented electronically. (Image/Jim Smart)All fasteners are torqued digitally and documented to the database. (Image/Jim Smart)Resistance to crank rotation is shown here with a torque sensor. If there’s too much resistance to rotation, the short block is rejected and then examined to confirm why there’s an issue and then corrected. (Image/Jim Smart)Once crankshaft installation is complete and confirmed, the rear main seal cover is seated and tightened. One-piece rear main seals are not to be lubricated. Did you know that? Never lube these seals. (Image/Jim Smart)As we mentioned earlier, piston and rod assemblies get a second inspection to confirm integrity. Clips are checked for security and rings are checked for proper installation. Ring end gaps are located at 45 degrees apart around the clock to keep them far enough apart. This is the last line of defense for quality, which is at the engine builder. (Image/Jim Smart)Billet ring compressors make installation easy without risk of damage to piston rings. (Image/Jim Smart)ARP rod bolts are torqued to ARP specifications, then, rod side clearances checked. Once the short block is complete, freedom of rotation is again checked. (Image/Jim Smart)Gen. III Coyote engines have a composite oil pan with an integral pickup built into the pan for ease of assembly. (Image/Jim Smart)Like a steel pan, bolts get torqued in a specific order. RTV sealer is applied at the joints between the pan, block, and timing cover. (Image/Jim Smart)Supercharged Aluminator applications get these dished Mahle forged pistons to keep compression conservative along with Ford composite head gaskets. (Image/Jim Smart)We had to take a closer look at the Gen. III combustion chamber with the added direct injection port (arrow). The Gen. III Coyote employs dual injection, which is both port injection and direct injection for increased efficiency and cleaner intake valves. (Image/Jim Smart)Coyote heads are a handful for the engine builder. Though they are lighter, they are also large. (Image/Jim Smart)Heads are carefully seated and checked for proper seating, then torqued in proper order to Ford specifications. Torque values are documented to the database. (Image/Jim Smart)Easily the trickiest part of Coyote assembly is cam and valvetrain assembly. Cams have to be secured with a camshaft holder specific to the Coyote to get valve timing spot on. (Image/Jim Smart)Camshaft journal caps must be torqued in a specific order to prevent distortion and binding. (Image/Jim Smart)The Gen. III Coyote’s cam phasers are different than Gen. I and Gen. II in that they are advanced by controlled (solenoid actuated) oil pressure yet retarded by a watch spring on the exhaust side. (Image/Jim Smart)This is one of two high-pressure direct injection manifolds, one for each bank, which employs high pressure electronically fired injectors that inject atomized fuel directly into the combustion chambers. Below the manifold are two knock sensors, which retard ignition timing and enrich the fuel curve as needed. (Image/Jim Smart)Each PAS/Ford Performance Coyote is SIM tested to check oil pressure, compression, and listen for unusual noises before final inspection and shipping. (Image/Jim Smart)There is a great sense of pride in a job well done here at PAS. Each engine gets an autograph from the builder just like the 4.6L and 5.4L Cobra 32-valve Modulars got back in the day at the Romeo, Michigan engine plant. (Image/Jim Smart)There’s always discussion amongst team members at PAS on procedures and issues as these engines come through. Any issues are addressed with management and corrected as necessary. (Image/Jim Smart)Integrity comes from intimate contact between these engines and personnel. There are no more than four to five engines on the line at a time. (Image/Jim Smart)Once these engines go through SIM testing and final inspection, they are wrapped and crated for shipment to Ford Performance Parts dealers worldwide. (Image/Jim Smart)
Jim Smart is a veteran automotive journalist, technical editor, and historian with hundreds of how-to and feature articles to his credit. Jim's also an enthusiast, and has owned and restored many classic vehicles, including an impressive mix of vintage Ford Mustangs.
Comments
9 responses to “Powerful Ford Performance Crate Coyotes!”
How much is the cost for this complete engine, and will one have to make modifications, for example, I have a 2010 F-150 lariat truck with the 5.4 3 V, what will it take to get it into my truck.
Also, the CPU controls, will that be available so this engine can operate without electrical issues.
























Why don’t they just send them bare blocks if there going to replace the internal parts anyway?
How much is the cost for this complete engine, and will one have to make modifications, for example, I have a 2010 F-150 lariat truck with the 5.4 3 V, what will it take to get it into my truck.
Also, the CPU controls, will that be available so this engine can operate without electrical issues.
How much willa new motor cost
Hey Lacoya, click here to see pricing on all the Coyote crate engine options from Ford Performance.
Do you work on gen1 ?
nice info thanks
Contact and price on the engine?
Hey Juan, click here to see pricing on all the Coyote crate engine options from Ford Performance.
2005.Ford F150 XLT 4.6 v8