Cylinder head gaskets have certainly evolved over the years. We’ve gone from steel to composite to graphite and finally back to steel (at least something similar to steel) again. And we’re talking about today’s MLS head gaskets. From a sealing perspective, MLS head gaskets work incredibly well. But you might also be surprised to find how easy they are to install.
Fair enough. There are some considerations when dealing with MLS head gasket installation. Obviously, the deck surfaces must be properly machined and proper machining is vital. Both the block and the cylinder head deck surfaces should be machined so that they are flat and parallel to the centerline of the crankshaft. Some folks suggest an out-of-flatness range of between 0.002 inch to 0.004 inch over a span of a V8 deck, and 0.002 inch for the width of the deck (cylinder block and cylinder head).
Similarly, the deck surfaces must also have a particularly smooth surface. They must be free of scuffs, scratches, corrosion and, of course, cracks in order to avoid combustion leakage. Most of today’s machine shops can accomplish this with ease. Bear in mind that MLS gaskets should never be installed on a pitted, worn, or roughly machined surface.
Understanding Surface Roughness
There are two measurements of surface roughness to contemplate when it comes to deck finishes. These are measured in micro-inches or “µin”. A micro-inch is the measurement unit of length or distance, and equal to one millionth of an inch (0.000001 inch). “Ra” is the roughness average in height, while “Rz” is the peak-to-valley roughness average in height.
To put this into perspective, a common composite gasket usually performs well with surfaces ranging from 60 to 80 Ra (360 to 480 Rz). If the surface is rougher, then the gasket will struggle to conform. In contrast, an MLS head gasket requires a much smoother surface finish. Though early MLS gaskets mandated a surface finish or 30 Ra or smoother, today’s typical MLS gaskets can function properly with a 40 to 60 Ra (180 to 480 Rz). While different manufacturers have different specifications, smoother deck surfaces are always superior when it comes to modern head gaskets. It’s not entirely uncommon to find aftermarket cylinder heads that come out of the box with surface finish levels in the 60 RA range.
O-Ring Grooves
Something else to ponder when setting up an engine for MLS head gaskets is that they do not work with block or head O-rings. Some manufacturers suggest the O-ring grooves must be removed by surfacing, but as most know that’s asking a lot. Other manufacturers suggest you can get away with it provided the O-ring groove is outboard of the fire ring on the gasket. The best state of affairs though, is to start fresh with a non-O-ringed block and/or cylinder heads.
Proper Cylinder Head Sealing
When it comes to the nuts and bolts of MLS head gasket installation, let’s get one thing out of the way first: No additional coatings are necessary although some folks use a tiny (thin) application of silicone on both sides of the head gasket coolant passage “ear” (see the accompanying photo). The reason for this is, the “ear” area on the gasket is often unsupported, and there’s a chance it can seep coolant.
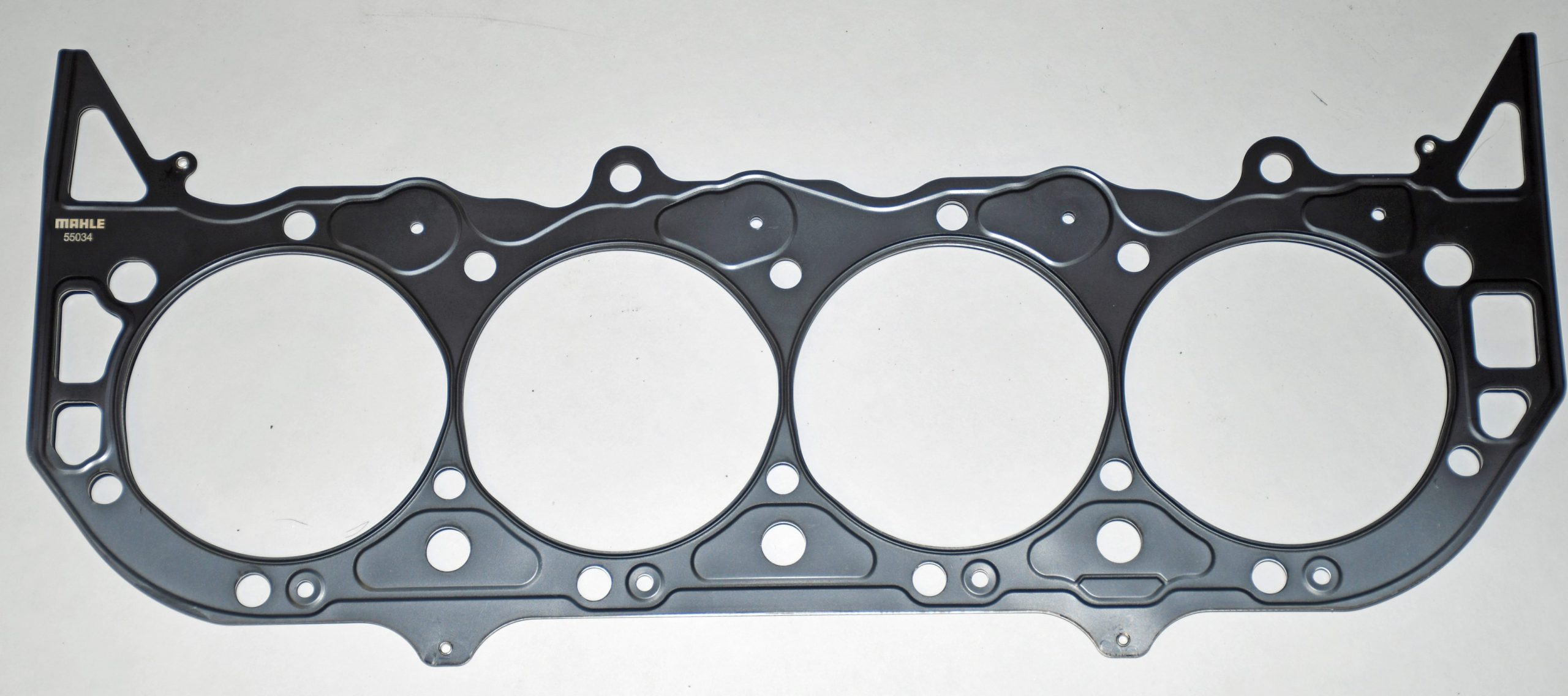
What about copper coat head gasket spray? Yes, copper coat was predictably used on steel head gaskets of old. The idea behind the copper spray was to fill in surface irregularities in either the head gasket deck and/or block deck surfaces. But that was then. The spray can actually prove detrimental when it comes to the performance of an MLS head gasket. The reason is, the sealers can get in between the layers of an MLS gasket, which in turn can create a path for leakage (combustion gasses, coolant, or oil). Furthermore, sealants used on an MLS head gasket can actually bestow a false torque wrench reading. FYI, the fluorelastomer coating used by Mahle (the gaskets we’re using in the photos) allows the gasket to conform to any surface irregularities. It does a far better job than any of the old copper coat sprays used in the past. But keep in mind the deck surfaces must be clean.
Reusing Cylinder Head Gaskets?
Something plenty of folks ask: “Can MLS head gaskets be reused?” The short answer is no, however you might see some pro racers reusing them. The reason here is, something like a Pro Stock engine is torn down regularly. If the fluorelastomer coating on both sides of the gasket looks fine, then the race team likely figures that they can get away with it. For a little guy, the risk of gasket failure isn’t worth it over the long haul.
Proper Cylinder Head Bolt/Stud Installation
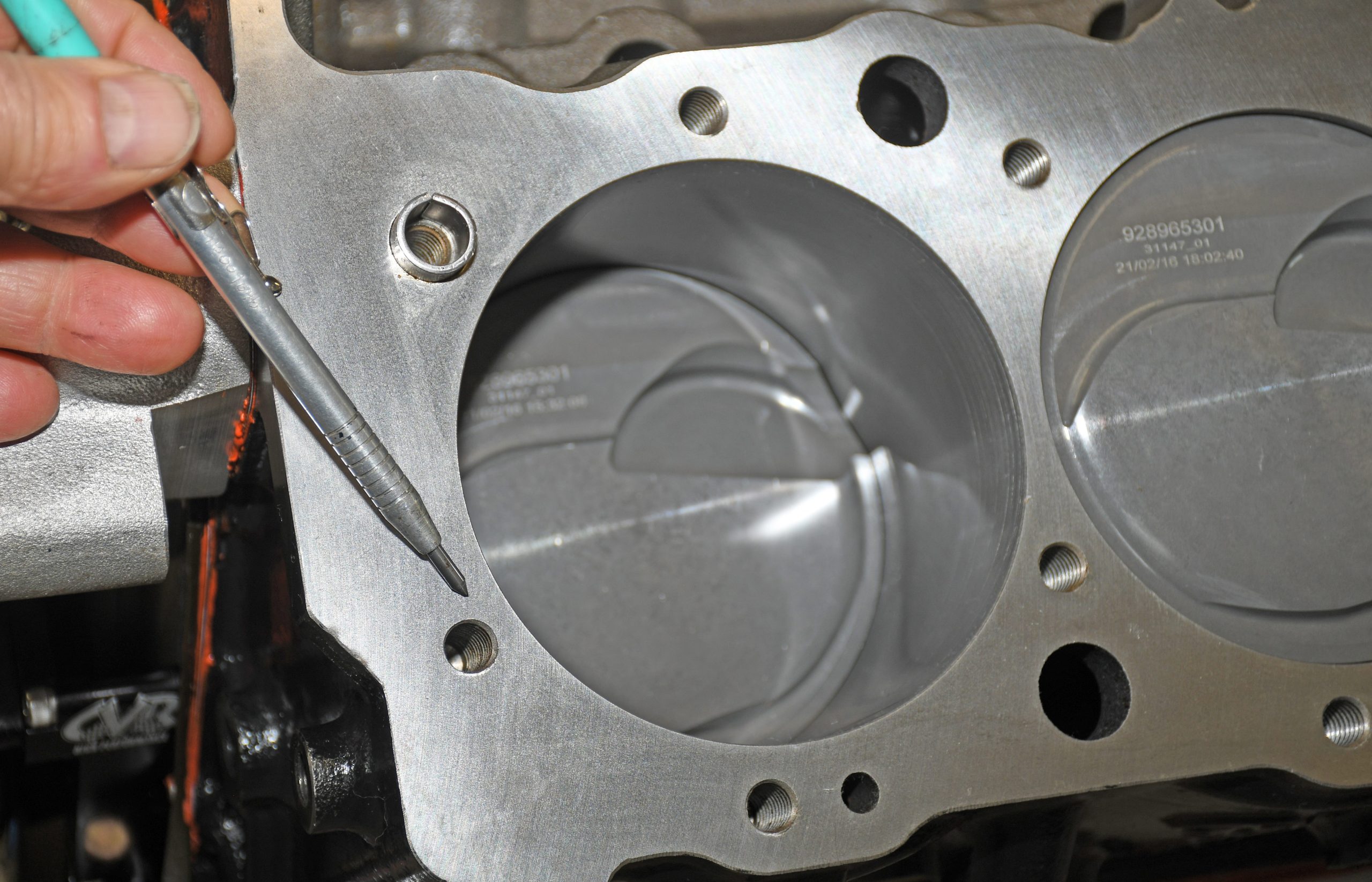
If you’re working with an aftermarket cylinder block (such as the Dart Mk IV Big Block shown in the photos), keep in mind the head bolt holes can prove to be blind. They do not go into the water jacket as per some OEM blocks. Because the bolt holes are blind, be absolutely positive they are free of debris and free of fluids. It’s easy enough to hydraulic a deck surface, in turn causing a crack by tightening a bolt or stud into blind hole partially filled with oil or solvent.
If your block has head bolts that go into the water jacket, those particular fasteners must be sealed. It’s common to use Loctite #2 or ARP Thread Sealer on the fastener threads in those situations.
If you’re installing head studs, Dart offers these recommendations:
“A sealant/antiseize must be used on the head studs. Loctite #620 is recommended. Studs should never be torqued into block. They should only be lightly snugged. It is preferred that a bullet be machined on the end of the head stud where it bottoms in the block to center the stud before tightening.”
Dart goes on to provide this advice when using aftermarket head bolts with their cylinder blocks:
“Several aftermarket head bolt kits have four 1/4 inch longer bolts for the end holes that are countersunk for the dowel pins. You need to verify that the bolts do not go into the block more than 0.850 inch from the deck surface or they will bottom out before they tighten on the head. If they are too long you should be able to grind off a thread or two.”
Dart isn’t the only company with specifics regarding head bolts and studs. The folks from ARP also have a wide range of suggestions and tips. Some of these tips may differ from what OEMs have told you for years.
ARP points out that their Ultra-Torque lube should be used in order to provide an even (and accurate) clamp load and also to prevent thread galling. In the days of old, it was common to use engine oil on both sides of a head bolt washer. But that’s not the way to go. Instead, you should use a small amount of ARP Ultra-Torque lube on the threads of the fastener and under the head of the bolt or on the bearing side of the washer. This helps to prevent the head bolt or stud washer from spinning as you apply torque. ARP also notes their Ultra-Torque lube has different properties when compared to conventional motor oil: “This is due to higher friction on the bolts as well as inconsistencies in the clamping force of the fasteners when motor oil or other low quality lubricants are used.”
If you are using a thread sealer (where fasteners enter a water jacket) then you should not use Ultra-Torque.
If you’re using cylinder head studs, ARP recommends you install them hand tight. According to ARP: “Other than the use of an allen wrench on the hex broached into the end of the stud (to ease installation, not to apply torque), use no tools to seat them in the block. However, it is extremely important to ensure that the studs are fully bottomed out in the hole in the block and not hung up on damaged or corroded threads in the block preventing the stud from being fully seated. This is often indicated when the stud threads extend past the deck surface.”
When it comes to head bolt washers or stud washers, the chamfered side of the washer goes up, towards the head of the bolt. ARP notes the chamfer is there so as to create clearance for the radius between the bolt shank and the bolt head.
When it comes to the torque sequence of the fasteners, it’s best not to attempt to reinvent the wheel. Use the OEM cylinder head torque sequence. Most start at the middle of the deck and work their way out. And when it comes to the actual torque numbers, it’s best to follow the figures provided by the fastener manufacturer. For example, ARP recommends using three equal steps for our engine with a final number of 70 foot pounds. Basically, each and every combination of heads and engines can be different.
***
As you can see, there are no secrets when installing modern head gaskets. You just have to keep the variables (head type and manufacturer, block type and manufacturer, fastener type and manufacturer) in mind. Basically, anyone can accomplish it at home. For a closer look, check out the photos:





This is all very good advice, pay attention or else! You are looking for trouble! A hydraulic lock can spoil your whole day!