Call it blind faith, but a lot of us have been installing new oil pumps right out of the box without giving them a detailed inspection. Most of the time, pumps are installed right out of the box without consequence. They have a good track record of reliable performance.
However, the most seasoned engine builders will tell you there are no unimportant parts. All parts warrant close inspection and massaging before installation.
This time, we’re going to pick on oil pumps.
Understanding an Engine’s Oiling System
I’ve had the good fortune of knowing and working with the late Marvin McAfee of MCE Engines in Los Angeles, California. We lost Marvin to natural causes at age 87. He was a terrific engine craftsman and educator and did it for a long time. With every engine build I’ve done with Marvin, I’ve absorbed vast amounts of engine building knowledge.
One has been the inspection and massaging of critical engine parts.
Marvin looked at important details a lot of engine builders tend to overlook. One of them has been the oil pump and engine lubrication system. An engine’s oiling system can be compared to the human cardiovascular system. We focus on the heart, yet there’s an entire plumbing system involved that gets blood to all parts of the body. The same can be said for an engine’s oiling system. The oil pump, like the heart, moves oil throughout the engine to keep things slippery. Oil galleys channel oil under pressure to all the engine’s moving parts, then, oil returns to the pan underneath.
Engine oil under pressure doesn’t just lubricate—it cools. We tend to believe coolant circulating through the radiator and water jackets does all the work of cooling. However, engine oil has intimate contact with the hottest parts in the engine, like exhaust valve stems and all of the bearings, providing a critical cushion between metal parts and carrying heat away.
Marvin looked at lubrication and cooling well beyond the oil pump.
He closely examined all the oil galleys and made it his business to remove rough surfaces that would cause oil turbulence plus the installation of screw-in oil galley plugs to keep things secure. He also inspected pump rotor/gear clearances to make sure they were within specs and that everything operated smoothly. Marvin commented oil pressure relief valves could stick causing overpressure or underpressure conditions and the risk of engine damage though such would be a rare occurrence.
What’s a Gerotor Oil Pump?
We’re working with a Ford positive displacement “gerotor” oil pump here. However, the same rules apply to gear pumps. Tolerances and relief valve function must be checked along with irregularities in the passages.
The “gerotor” name comes from the term “generated rotor.” It consists of an inner and outer rotor. The two rotors rotate on different axes. During the two rotor’s rotational cycle, volumes change continuously while moving oil through the cavity. An increase in flow gives us a vacuum. This vacuum creates a suction at the intake drawing oil into the cavity. The interaction between the two rotors moves oil through the cavity.
Oil isn’t compressed (because you cannot compress a liquid), but instead moved through the pump under pressure. The relief valve relieves any excess pressure.
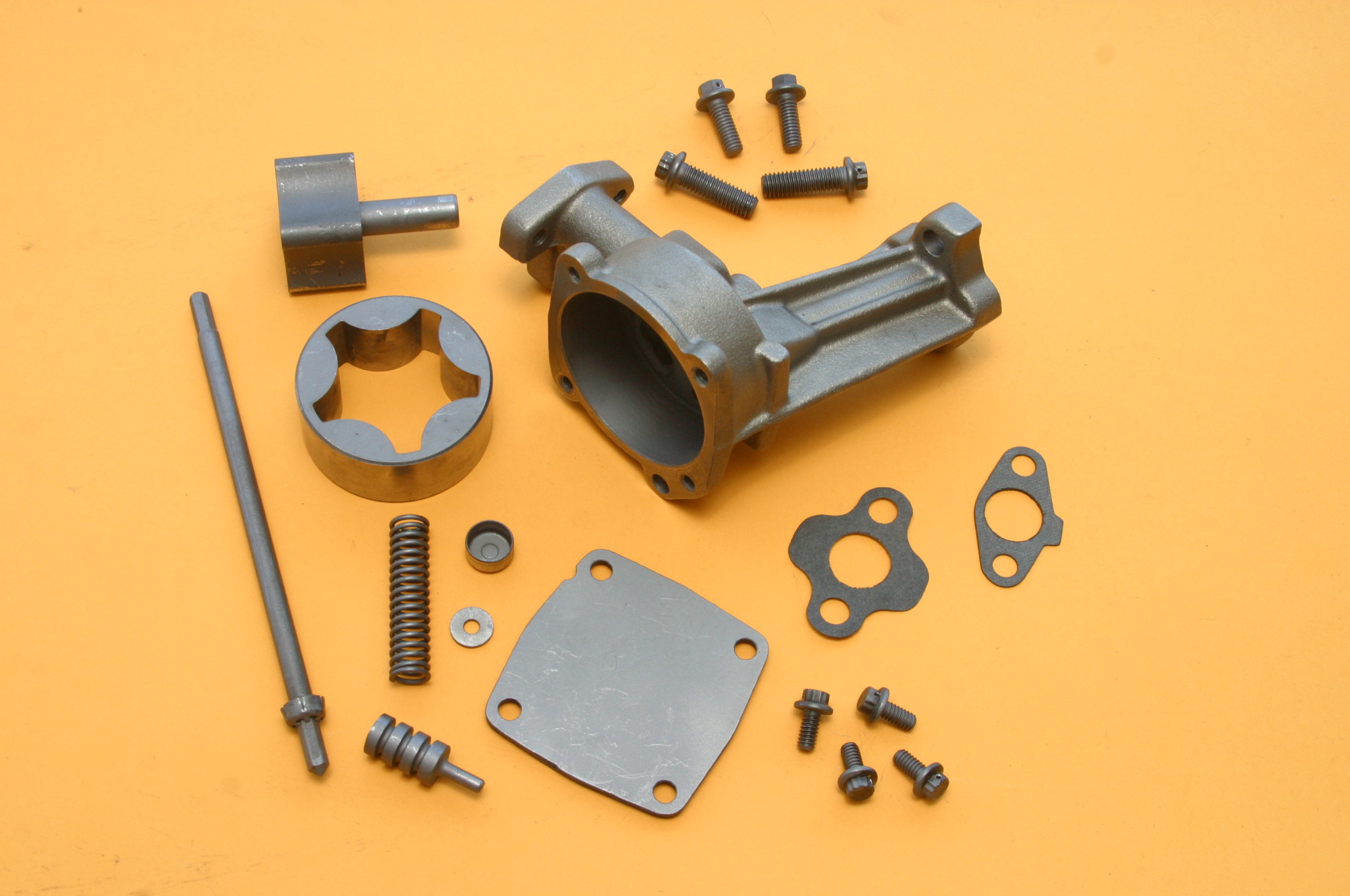
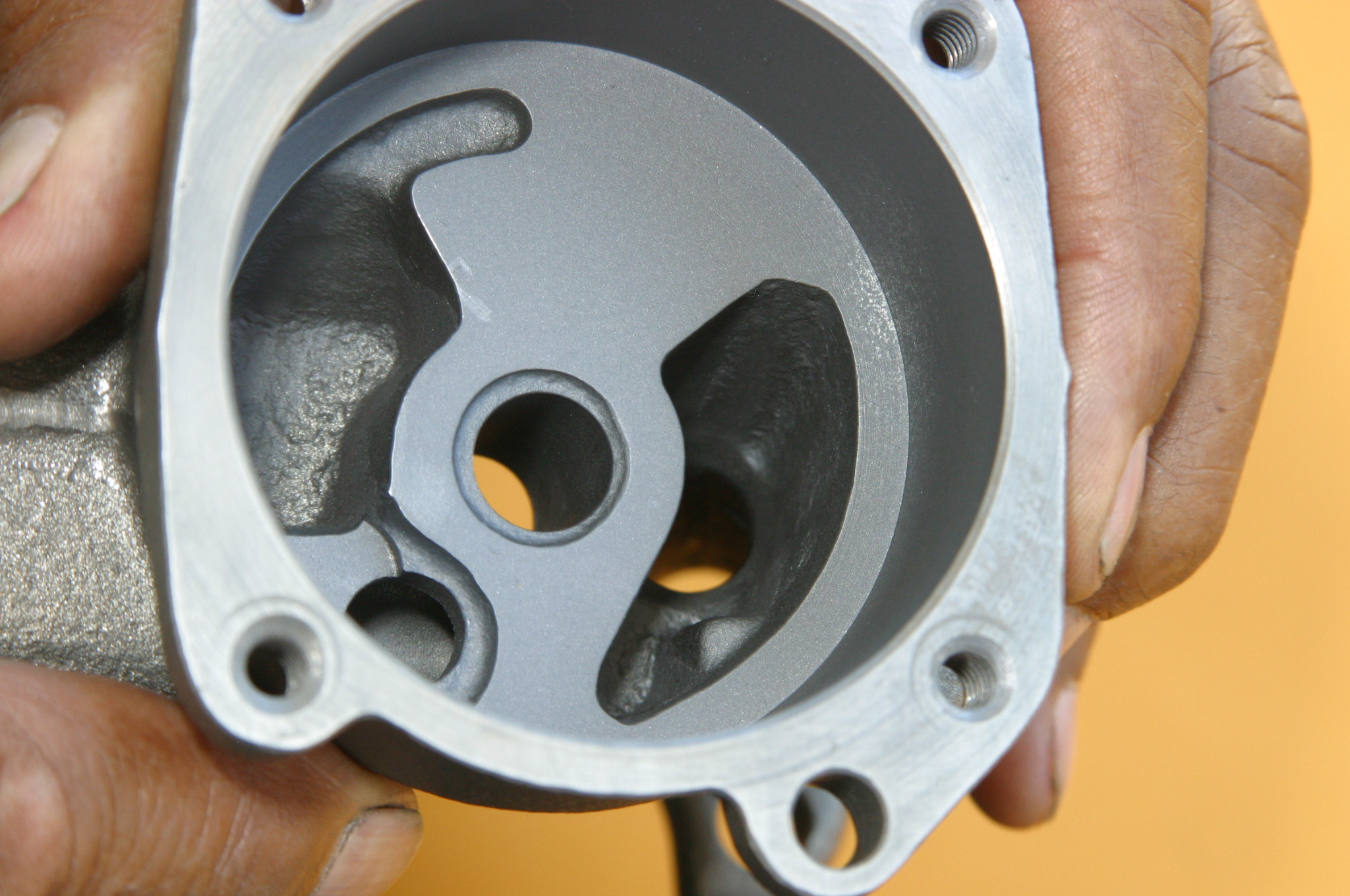
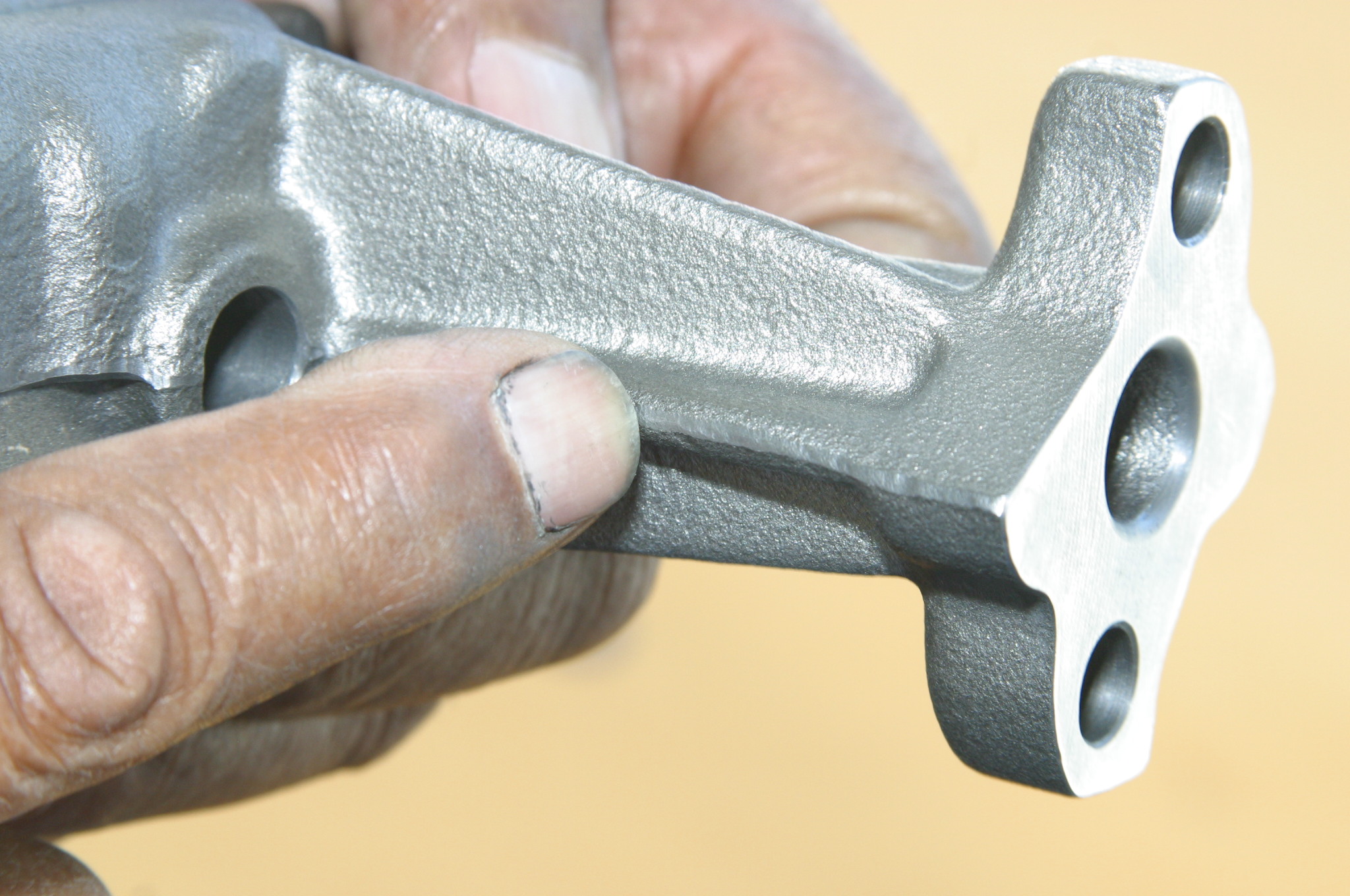
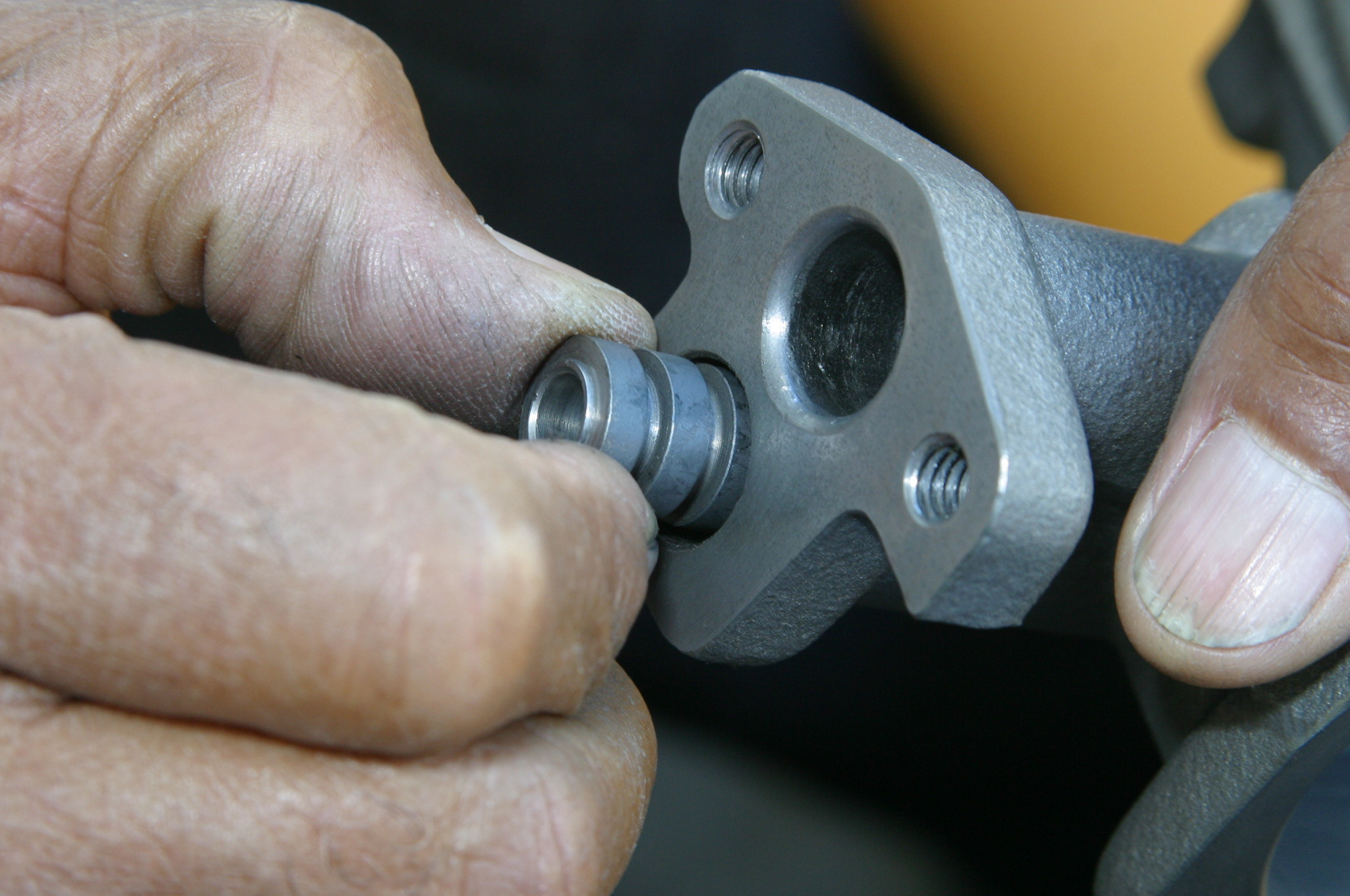
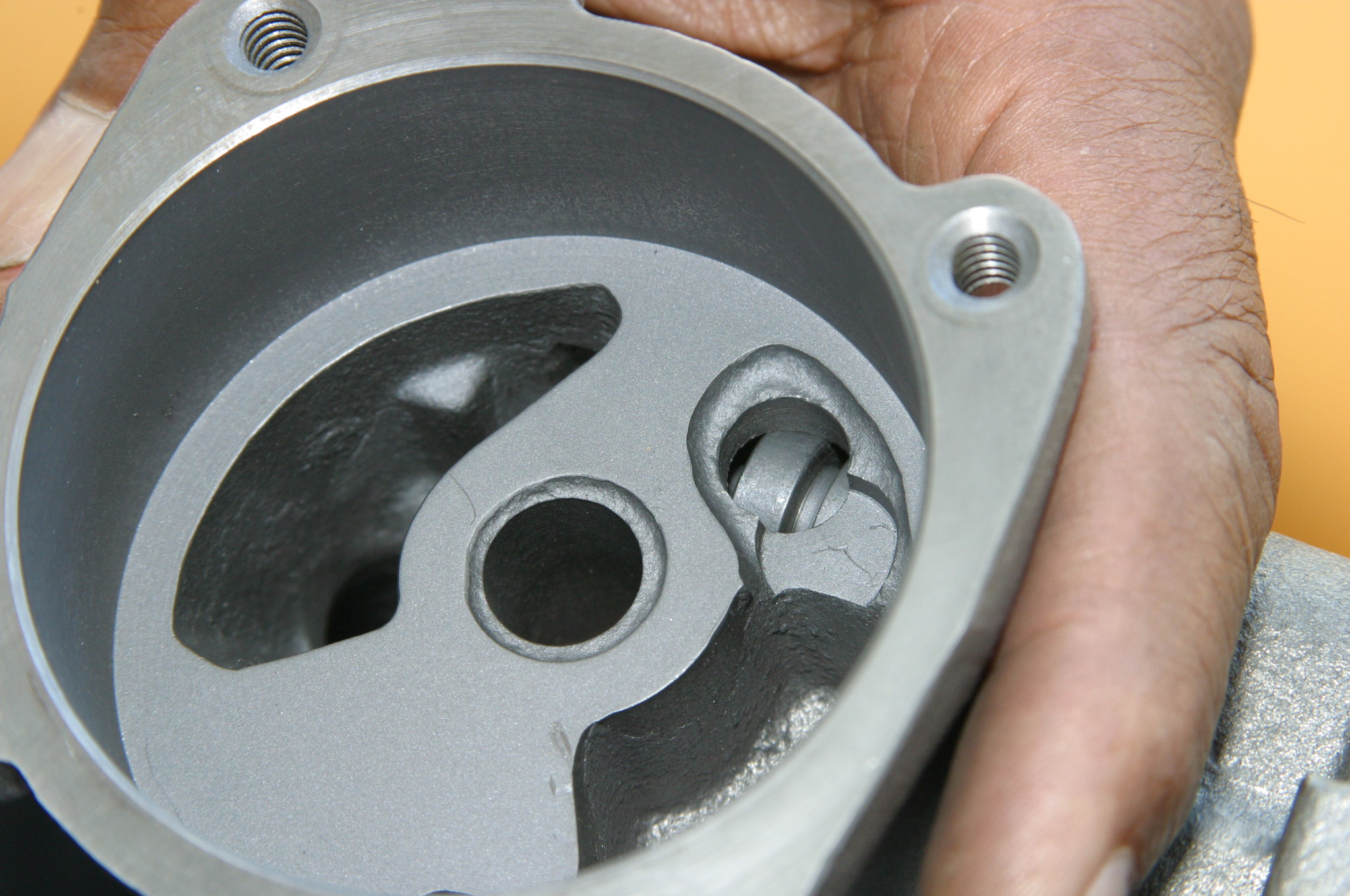
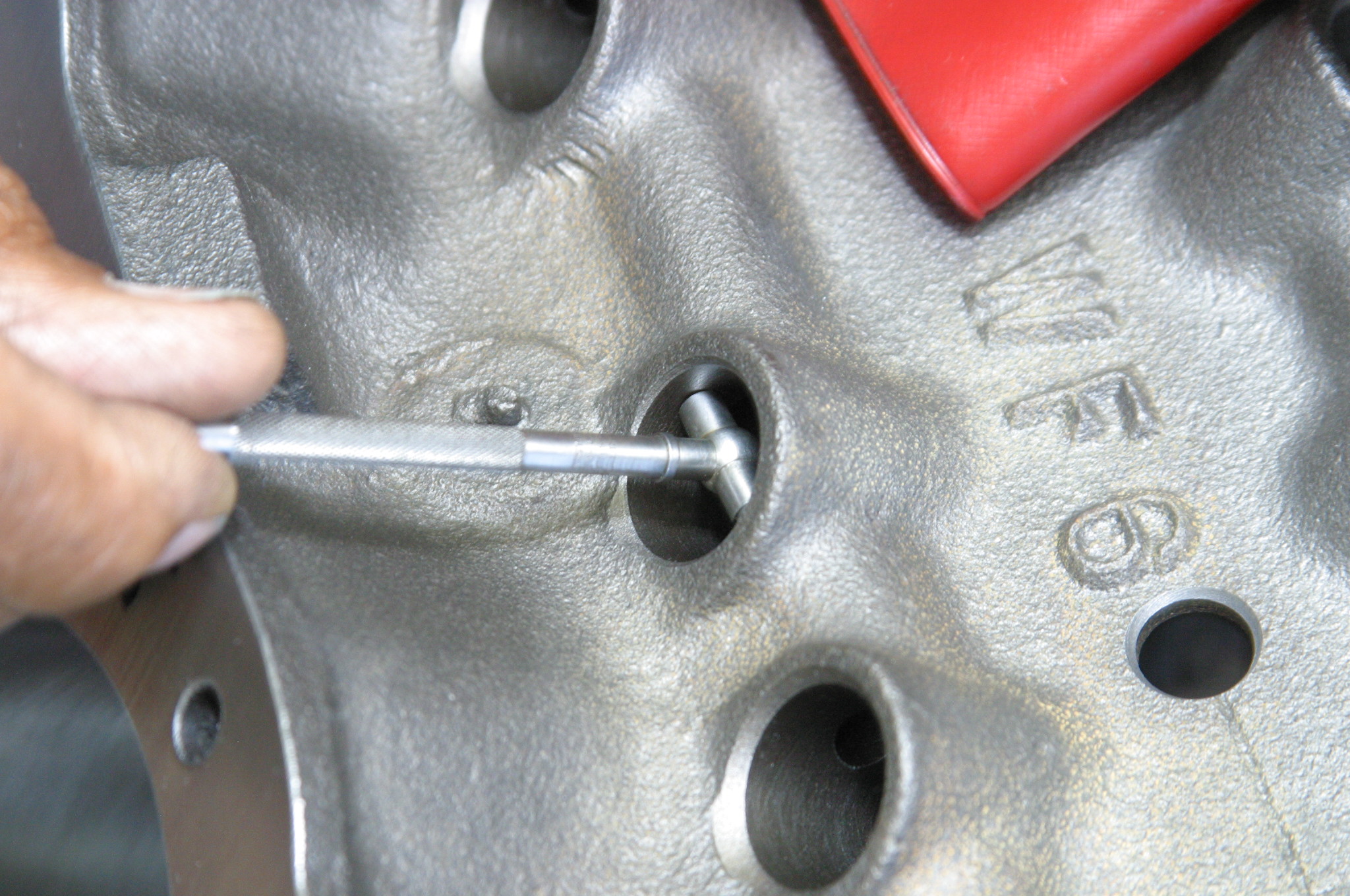
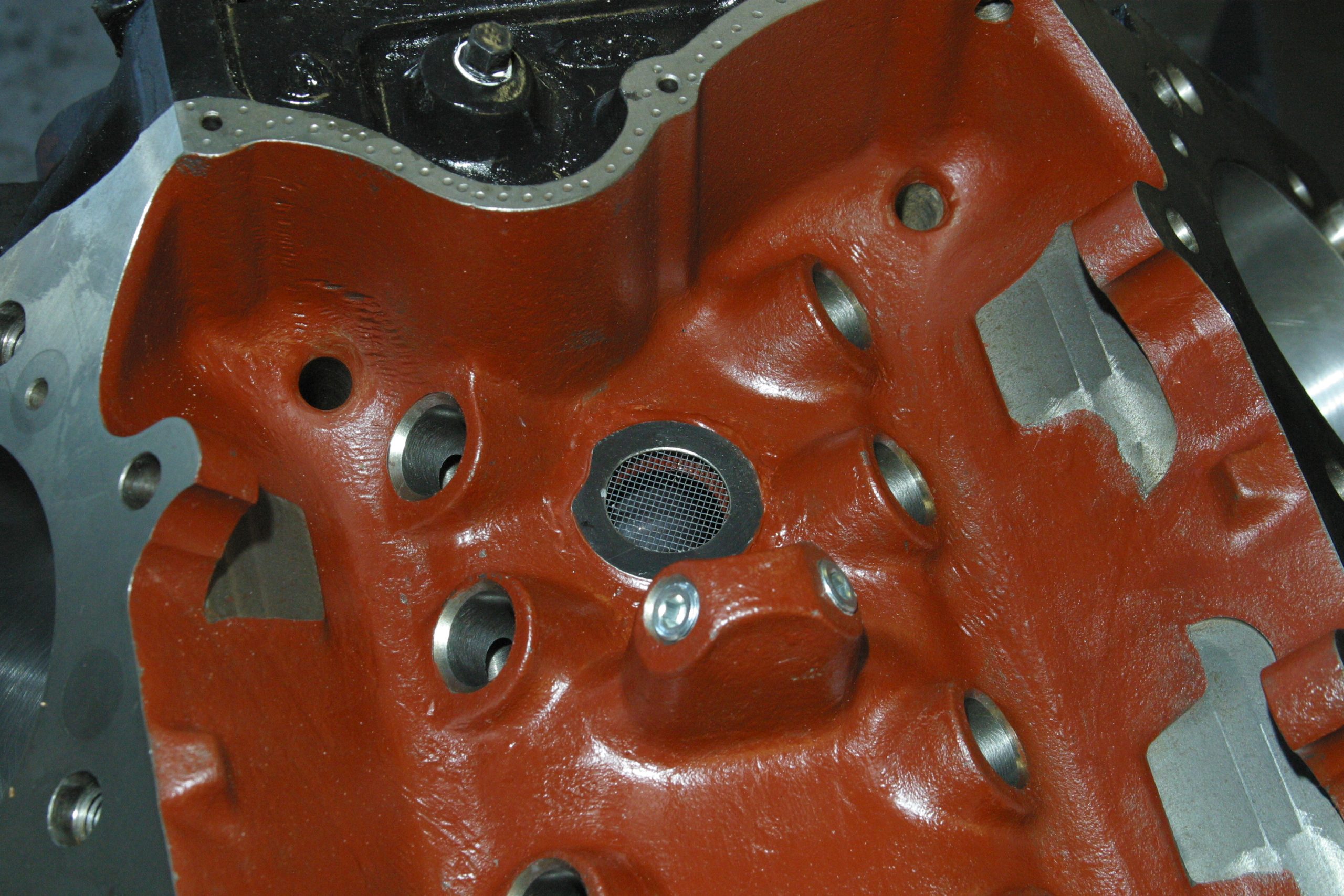
We’re working with a simple Ford gerotor oil pump, also known as a positive displacement pump. Marvin has disassembled this Melling pump right out of the box and has found no significant issues. He checks clearances before doing any work, then, cleans up the cavity to ensure smooth flow. He also checks the relief valve. (Image/Jim Smart)When you examine the cavity, there are rough cast surfaces that could use a cleaning up. Marvin grinds and hand-massages these surfaces to reduce turbulence. (Image/Jim Smart)Endplay is checked along with rotor to housing clearances before any work is performed on the housing. Rotor endplay should be 0.0011 to 0.0041 inch. Rotor to housing clearance should be 0.006 to 0.012 inch. Relief valve clearance should be 0.0015 to 0.0029 inch. (Image/Jim Smart)All sharp edges are cleaned up as shown with a grinder to reduce oil turbulence, then hand massaged with 180 to 400 grit sandpaper. This is time consuming, but worth the effort. (Image/Jim Smart)Stress risers are cleaned up to prevent cracking. (Image/Jim Smart)All transitional passages are massaged to look like this to reduce turbulence. (Image/Jim Smart)Marvin does a gasket match-up to ensure the gasket doesn’t interfere with flow. (Image/Jim Smart)A quick pass is performed with a ball hone to clean up the relief valve bore. (Image/Jim Smart)Housing and cover plates are dressed on 400 grit sandpaper atop a piece of plate glass or a perfect steel surface to remove any irregularities. As you work these parts, examine surfaces for high and low spots. (Image/Jim Smart)As you can see, Marvin has cleaned up rough surfaces to smooth flow. This is time intensive with a lot of hand work to smooth the cavity. Be prepared to sit on a sofa watching your favorite sitcom while doing this. (Image/Jim Smart)This is the relief valve piston, which is inspected for ragged edges and high spots that can cause sticking. (Image/Jim Smart)The relief valve bore gets a shot of engine assembly lube, then, the piston checked for smooth function. It must float smoothly through the bore and fall out in your hand. (Image/Jim Smart)The relief valve piston is installed like this and again checked for smooth function. Never install it dry. (Image/Jim Smart)The relief valve expansion cup is installed like this with the wall pointed toward the spring and piston. The spring will fit within the cup. (Image/Jim Smart)The cup is driven into the pump as shown with a deep well socket. (Image/Jim Smart)Inner and outer rotor surfaces are checked for irregularities (high and low spots). Any visible flaws are cause for rejection. (Image/Jim Smart)Contact surfaces are lubricated with engine assembly lube for a good lubrication barrier on start-up. Marvin has applied Pioneer dry graphite lubricant, which is for use on engine or mechanical parts prior to assembly. Once assembled, the cavity is filled with Comp Cams Engine Assembly Lube. (Image/Jim Smart)Once assembled, the pump is checked for freedom of rotation and any interference. Rotation should be as smooth as butter. (Image/Jim Smart)Oil pump cover plate ARP bolts are torqued to 6 to 9 lbs-ft. (Image/Jim Smart)All of Marvin’s builds included safety wire to ensure security. This doesn’t mean you have to do it. A good thread locker will secure the bolts. (Image/Jim Smart)Any engine build, including dead stock, must be fitted with an ARP oil pump driveshaft. Stock shafts, especially Ford, should be tossed in favor of the ARP shaft. (Image/Jim Smart)Because lubrication involves more than just the pump, we’re going to take you through the engine. Lifter bores should be checked for proper side clearances. Bores should get a quick pass with a hone for a good crosshatch pattern and oil control. (Image/Jim Smart)These lifter bores have been cleaned up with a hone. Red GE Glyptal coating has been applied to seal the casting and improve return flow back to the pan. (Image/Jim Smart)Marvin always stressed massaging oil galley passages to reduce turbulence as shown. This should be a part of your engine blueprinting routine during the build when the block is bare and can be cleaned up. (Image/Jim Smart)All oil galley passages should be checked with a bright inspection light and their edges cleaned up. (Image/Jim Smart)Oil drainback passages get these screens to keep any dangerous debris out of the oil pan. (Image/Jim Smart)Good oil pressure (10 pounds for every 1,000 rpm) isn’t just about pump health, but proper bearing clearances at the mains, rods, and cam bearings. Low oil pressure with a good pump indicates excessive bearing clearances. (Image/Jim Smart)Chamfering oil holes in the crank journals improves oil flow across the bearings and journals. (Image/Jim Smart)Where the factory has installed press-in oil galley plugs, screw-in oil galley plugs are a must to prevent failure and a loss of oil pressure. Marvin always drilled a 0.032 inch hole in the top plug to improve oil flow at the timing set. (Image/Jim Smart)I did quite a number of engine builds with this man—Marvin McAfee of MCE Engines (Marvin’s Custom Engines) in Los Angeles, California. We built engines together for approaching 20 years. Marvin passed a couple of years ago from natural causes. He was 87 and is surely missed. (Image/Jim Smart)
Jim Smart is a veteran automotive journalist, technical editor, and historian with hundreds of how-to and feature articles to his credit. Jim's also an enthusiast, and has owned and restored many classic vehicles, including an impressive mix of vintage Ford Mustangs.
Comments
15 responses to “Are You Still Installing Oil Pumps Right Out of The Box?”
I’ve been building Engines for 45+ years,,,The Oil Pump is the Engine’s Heart.
I’ve used a lot of different brands. {My choice for Aftermarket is Melling} I prefer a High Volume Pump,not high pressure,and yes I do disassemble the Pump and visually inspect it. I also hand prime my Pump with s Stout Coating of good old STP,Then put my Pump in a container of STP until the install. I inspect the complete oil system to make sure of any obstruction.
I also (depends on Engine) Prime my Oil System with a Drill to assure I’m getting Oil to all moving parts.
I don’t believe in Synthetic Lubes. I use a good quality oil,a good quality Oil Filter,and a 195° Thermostat.Change the Oil when the Oil starts to feel”Gritty” not because it’s Black (black oil means that it’s doing it’s job. That’s up to you. I’ve Never lost an Engine yet with my methods.
And remember,,,, There’s nothing wrong with Recycled Oil, And please Recycle your Used Oils
Number one, your beloved STP developed a synthetic oil (that lasted 15,000 miles or 1 year) back in the mid/late 1970’s (I have a full, sealed can of it still!) in response to Amsoil’s 25,000 mile oil in 1972.
Number two, it doesn’t matter if you “believe in” synthetic motor oil, it’s NOT a religion! Facts are facts… synthetic oils protect your engine FAR better and last FAR longer than antiquated conventional oils. Every test proves it, so belief has NOTHING to do with it.
Number three, EVERY plane that flies in the skies these days is MANDATED to use synthetic oil (except some bi-planes from the late 1800’s) because it handles MUCH higher temperature, pressure, lubricity, etc… . Far too many reasons to go into here.
Number four, EVERY supercar comes from the factory with FULL synthetic oil… Corvette, Lamborghini, Ferrari, Porsche, etc… . Why don’t they use “good ole’ conventional oil” in their expensive/high performance vehicles?? Because it SUCKS compared to top tier synthetics.
Number five, if you honestly believe that conventional motor oil is “doing its job when it turns black” and “is still good until it feels gritty”… well, you are not that intelligent of a man. Throw a couple of big rocks into your oil pan and the engine bearings will remain perfectly intact, but grind those same rocks up into a fine powder, then pour that into your oil pan and those same bearings will be worn out in no time flat. Small particles in your oil damage your bearings (main & cam) because they are small enough to get into those tight spaces, hence why there is an oil filter, but if you use a substandard/cheap oil filter (which I suspect you are) that cannot efficiently trap smaller particles effectively… well, your bearings are suffering needlessly. NOBODY should wait until they can “feel grit” in their oil!! By that time, it’s too late… damage to the bearings has already been done. I challenge you to do “oil analysis” on your engine oil and scientifically see what your “gritty” oil contains. I don’t give a crap about how you “feel” about it, I care about how it ACTUALLY tests via science. And by the way, what color is a steak or chicken BEFORE you put it over a fire? And what color does it turn AFTER you leave it over a fire and cook/burn it for an extended amount of time? It turns black because it’s burnt up! It’s still there physically and you could technically use/eat it, but that is NOT how it should be & your body wouldn’t last very long on that diet! Conventional motor oil turns black because of the immense heat… it gets “cooked/burnt”.
Now it sounds like you are an old timer and probably have a lot of other useful information up there in your head, but unfortunately, NOT about motor oil or maintaining a healthy engine. You need to “believe” in science & not what your daddy taught you back in the early/mid 1900’s about motor oil in its infancy. What should an intelligent person use as a motor oil?… A thick, black, sticky substance that is pumped out of the ground and refined (ie. filtered) to remove all of the “unwanted” crap in it, like gasoline, diesel fuel, jet fuel, asphalt, paraffin wax, etc… . Then, once filtered to just a basic lubricant it needs an additive package mixed into it or it wouldn’t last a week in a motor without seizing it up. Conventional motor oil is just the waste by-product of crude oil. They cannot “filter out” all of the molecules of paraffin wax or other contaminants… why do you think conventional oil gets thick & sticky and loses 15-20% of its volume after 3,000-5,000 miles? It’s burning off.
OR would a person want a motor oil that was designed from the start (not “refined”) and the only things in it were put there on purpose.
Please STOP spreading your unfounded/incorrect/improper conventional oil use & maintenance philosophy with other people… some poor bastards might actually believe that crap.
Once again the great divide. Everyone is right with their statements but no one has said a word about “when” the original engine was built and the oil used then. If you want me to put synthetic oil in my original 1966 Ford Nascar engine or petroleum based oil in my 2013 Nissan I would shoot you either way. Both would die very quickly but mostly due to the materials used to make the internal components. Metal has progressed in engine development to be stronger, lighter and more efficient in its function and oils had to improve as well to comply with the new needs of the industry. Very few people are educated in this regard and I’ve seen many older engines fail due to mismatch components operating on the wrong oil. You can’t depend on the MFG’s info because production wasn’t informed of what R&D was doing and over time, lots of info was just lost. Example; my Nascar engine is not suppose to exist, as a “mule” it was to be destroyed. Well it’s still here and running but not after almost burning up in 1976 because I listened to a “pro” at the machine shop and put in synthetic oil. In 1966 engine many engine components needed Zinc to enhance surface support of the fluid film barrier created by the oil pump. Bottom line: building a engine requires much more than a machinist or mechanic alone. It requires YOU to get real smart about what you have, what you’re keeping in the build and what you’re adding. I have over 10,000 engine rebuilds to my credit with the help of the greatest builders possible but only after I got them to forget what they had practiced and built each engine as if it was their own using the principles as stated. Articles in world wide magazines and supportive letters from manufacturers totally support what I have told you. Good luck with your horsepower.
I would like to talk to Jim Smart about my 1969 Boss 302 engine . I have read your rebuild procedure still have some questions about your rebuild and how many miles did you get out of that engine after rebuild and improvement with all the upgrades especially the pistons where the skirts all broke off the originals I built mine with Aries 10:1 pistons however it’s sitting all apart now awaiting to be reassembled I just want to make sure it’s built to last 100 k or better under regular driving conditions I will not be racing the engine probably never go over 5 k rpms .
Hey Michael – the original BOSS 302 TRW pistons – their weakness was in the skirts. A better piston came along and that problem ended. Today – much better pistons. if you take good care of a BOSS 302, they will travel 100,000 or more. After the break-in, run synthetic. It is still the best lubricant to use. I prefer MOBIL 1.
I am seeking a set of impeller membranes to suit a 75 year old pump I am seeing if I can repair. As best I can neasure with my old vernier, the OD of the outer is 40,5mm, having 5 recesses. The inner has a bore for 12.7(english 12V DC motor shaft 0.5″) with 4 lobes. the thickness is 11mm, though thicker can be ground back to size, and if thinner, doubled up with one being ground if necessary. As best I can measure the offset for the drive is 3mm. Could this be something you could provide please.
My apologies for the delayed response. Yes – Marvin died three years ago. Haven’t been able to pull his FB page because FB won’t let me. He was fabulous to work with.






















I would like to have met man of his talent even though I run molar talent is a gift
My apologies for the tardy response. Marvin was awesome. Funny as hell and fun to work with.
I’ve been building Engines for 45+ years,,,The Oil Pump is the Engine’s Heart.
I’ve used a lot of different brands. {My choice for Aftermarket is Melling} I prefer a High Volume Pump,not high pressure,and yes I do disassemble the Pump and visually inspect it. I also hand prime my Pump with s Stout Coating of good old STP,Then put my Pump in a container of STP until the install. I inspect the complete oil system to make sure of any obstruction.
I also (depends on Engine) Prime my Oil System with a Drill to assure I’m getting Oil to all moving parts.
I don’t believe in Synthetic Lubes. I use a good quality oil,a good quality Oil Filter,and a 195° Thermostat.Change the Oil when the Oil starts to feel”Gritty” not because it’s Black (black oil means that it’s doing it’s job. That’s up to you. I’ve Never lost an Engine yet with my methods.
And remember,,,, There’s nothing wrong with Recycled Oil, And please Recycle your Used Oils
Number one, your beloved STP developed a synthetic oil (that lasted 15,000 miles or 1 year) back in the mid/late 1970’s (I have a full, sealed can of it still!) in response to Amsoil’s 25,000 mile oil in 1972.
Number two, it doesn’t matter if you “believe in” synthetic motor oil, it’s NOT a religion! Facts are facts… synthetic oils protect your engine FAR better and last FAR longer than antiquated conventional oils. Every test proves it, so belief has NOTHING to do with it.
Number three, EVERY plane that flies in the skies these days is MANDATED to use synthetic oil (except some bi-planes from the late 1800’s) because it handles MUCH higher temperature, pressure, lubricity, etc… . Far too many reasons to go into here.
Number four, EVERY supercar comes from the factory with FULL synthetic oil… Corvette, Lamborghini, Ferrari, Porsche, etc… . Why don’t they use “good ole’ conventional oil” in their expensive/high performance vehicles?? Because it SUCKS compared to top tier synthetics.
Number five, if you honestly believe that conventional motor oil is “doing its job when it turns black” and “is still good until it feels gritty”… well, you are not that intelligent of a man. Throw a couple of big rocks into your oil pan and the engine bearings will remain perfectly intact, but grind those same rocks up into a fine powder, then pour that into your oil pan and those same bearings will be worn out in no time flat. Small particles in your oil damage your bearings (main & cam) because they are small enough to get into those tight spaces, hence why there is an oil filter, but if you use a substandard/cheap oil filter (which I suspect you are) that cannot efficiently trap smaller particles effectively… well, your bearings are suffering needlessly. NOBODY should wait until they can “feel grit” in their oil!! By that time, it’s too late… damage to the bearings has already been done. I challenge you to do “oil analysis” on your engine oil and scientifically see what your “gritty” oil contains. I don’t give a crap about how you “feel” about it, I care about how it ACTUALLY tests via science. And by the way, what color is a steak or chicken BEFORE you put it over a fire? And what color does it turn AFTER you leave it over a fire and cook/burn it for an extended amount of time? It turns black because it’s burnt up! It’s still there physically and you could technically use/eat it, but that is NOT how it should be & your body wouldn’t last very long on that diet! Conventional motor oil turns black because of the immense heat… it gets “cooked/burnt”.
Now it sounds like you are an old timer and probably have a lot of other useful information up there in your head, but unfortunately, NOT about motor oil or maintaining a healthy engine. You need to “believe” in science & not what your daddy taught you back in the early/mid 1900’s about motor oil in its infancy. What should an intelligent person use as a motor oil?… A thick, black, sticky substance that is pumped out of the ground and refined (ie. filtered) to remove all of the “unwanted” crap in it, like gasoline, diesel fuel, jet fuel, asphalt, paraffin wax, etc… . Then, once filtered to just a basic lubricant it needs an additive package mixed into it or it wouldn’t last a week in a motor without seizing it up. Conventional motor oil is just the waste by-product of crude oil. They cannot “filter out” all of the molecules of paraffin wax or other contaminants… why do you think conventional oil gets thick & sticky and loses 15-20% of its volume after 3,000-5,000 miles? It’s burning off.
OR would a person want a motor oil that was designed from the start (not “refined”) and the only things in it were put there on purpose.
Please STOP spreading your unfounded/incorrect/improper conventional oil use & maintenance philosophy with other people… some poor bastards might actually believe that crap.
damn. that was a helluva read man. Preach brother!
Once again the great divide. Everyone is right with their statements but no one has said a word about “when” the original engine was built and the oil used then. If you want me to put synthetic oil in my original 1966 Ford Nascar engine or petroleum based oil in my 2013 Nissan I would shoot you either way. Both would die very quickly but mostly due to the materials used to make the internal components. Metal has progressed in engine development to be stronger, lighter and more efficient in its function and oils had to improve as well to comply with the new needs of the industry. Very few people are educated in this regard and I’ve seen many older engines fail due to mismatch components operating on the wrong oil. You can’t depend on the MFG’s info because production wasn’t informed of what R&D was doing and over time, lots of info was just lost. Example; my Nascar engine is not suppose to exist, as a “mule” it was to be destroyed. Well it’s still here and running but not after almost burning up in 1976 because I listened to a “pro” at the machine shop and put in synthetic oil. In 1966 engine many engine components needed Zinc to enhance surface support of the fluid film barrier created by the oil pump. Bottom line: building a engine requires much more than a machinist or mechanic alone. It requires YOU to get real smart about what you have, what you’re keeping in the build and what you’re adding. I have over 10,000 engine rebuilds to my credit with the help of the greatest builders possible but only after I got them to forget what they had practiced and built each engine as if it was their own using the principles as stated. Articles in world wide magazines and supportive letters from manufacturers totally support what I have told you. Good luck with your horsepower.
Well said out with the old and in with the new
Thanks Guys… This is a lifelong passion…
I would like to talk to Jim Smart about my 1969 Boss 302 engine . I have read your rebuild procedure still have some questions about your rebuild and how many miles did you get out of that engine after rebuild and improvement with all the upgrades especially the pistons where the skirts all broke off the originals I built mine with Aries 10:1 pistons however it’s sitting all apart now awaiting to be reassembled I just want to make sure it’s built to last 100 k or better under regular driving conditions I will not be racing the engine probably never go over 5 k rpms .
Hey Michael – the original BOSS 302 TRW pistons – their weakness was in the skirts. A better piston came along and that problem ended. Today – much better pistons. if you take good care of a BOSS 302, they will travel 100,000 or more. After the break-in, run synthetic. It is still the best lubricant to use. I prefer MOBIL 1.
Hi from Australia,
I am seeking a set of impeller membranes to suit a 75 year old pump I am seeing if I can repair. As best I can neasure with my old vernier, the OD of the outer is 40,5mm, having 5 recesses. The inner has a bore for 12.7(english 12V DC motor shaft 0.5″) with 4 lobes. the thickness is 11mm, though thicker can be ground back to size, and if thinner, doubled up with one being ground if necessary. As best I can measure the offset for the drive is 3mm. Could this be something you could provide please.
Thanks-Peter.
Sydney
Question,
Did MCE Engines go out of business after Marvin passed away?
Hey James, according to MCE’s Facebook page, it did go out of business after Marvin passed.
My apologies for the delayed response. Yes – Marvin died three years ago. Haven’t been able to pull his FB page because FB won’t let me. He was fabulous to work with.
Hi
I am from Tanzania
I am looking for yanmar ts 190r oil pump, if anyone have it pls