If you have any sort of shop experience, you’ll know that pulling out the tap and die set usually means something went wrong. Probably the only thing worse is when you have to take your screw extractor set out of the tool box! But it is what it is, so let’s discuss taps and dies:
It should be no secret that tap and die kits are engineered to cut internal and external threads, but here’s the distinction:
A tap cuts threads into a drilled hole, while a die cuts threads on a bolt or rod.
Understanding Taps
Taps are available for hand and machine tool use. It is possible to use hand taps with a drill (press). The biggest difference between hand and machine taps is the length and layout of the shank (typically, they’re longer). You should be careful with taps: The reason is, taps are tempered for strength. This also makes them brittle. And because of this, if you break a tap in a bore of some sort, they’re not exactly easy to remove.
Taps are commonly found in National Coarse thread (NC), National Fine thread (NF) and National Pipe Taper thread (NPT). There are also left hand thread, special threads, and other less common configurations. You can purchase taps in SAE fractional threads or Metric threads.
Four of the most common formats you’ll find are taper taps, plug taps, machine screw taps, and bottoming taps.
Basically, a taper tap is commonly used in bore with a closed end (with a recess). A plug tap is used where the bore is threaded, but not all the way to the bottom. A machine screw tap is used for smaller bores that are open on the end. A bottoming tap is used in bore with a closed end, but without a recess, and with threads all the way to the bottom. When using a bottoming tap in a bore, it’s a good idea to first start (but not complete) the process with a taper tap, move to a plug tap, and then follow up with the bottoming tap. It is possible to use a plug tap in many of the same situations as a taper tap.
When working with a hand tap, there usually two different types of handles available. The T-Tap handle (often with a sliding handle) is designed for use with smaller taps. The configuration allows for a more sensitive “feel.” With the T-Tap handle, you should be able to feel if the tap is twisting (not turning in the bore). Meanwhile the Tap Handle is considerably larger. It will most likely accept every size of tap in the set, but the feel will not be as precise.
Considerations on Using a Tap & Die
A tap or die should never be used dry, aside from on some cast iron parts. The function of the cutting fluid (or wax) is to prevent excessive heat of the tool and the material you’re working on. If you remove too much material too quickly, you’ll create excess heat. The other function of cutting fluid is to flush away chips and material as the tap or die removes material. Cutting fluid should be applied where the cutting action occurs.
When using a tap, there are important things to consider: Ensure the tap is the correct size for the bore (see the accompanying photos). If too much material is removed (tap is too large for the bore), there’s a good chance the tap will break.
Every two or three turns of the tap, back it off at least a half turn (counter-clockwise for a conventional tap). This allows the metal chips to break and in turn drop into the tap flutes and into the lubricant. It prevents the chips from plugging and ruining newly cut threads. Should the tap stop or it starts to twist, do not force it any further. Back it out slowly. Most often, this is caused by a lack of cutting fluid, an incorrectly sized tap, or threads that are plugged with chips.
Understanding Dies
What about dies? As noted previously, dies are designed to cut threads on bolts or rods. There are several different types of dies, including adjustable and split examples. The most common for our purposes, however, are solid versions.
Dies can be used to cut threads for standard bolts, screws (National Coarse and National Fine) along with pipe thread, machine screw, and other special threads. They’re available from Summit Racing in both SAE and Metric threads.
The most common die handle is engineered to accept the die and includes a set screw to lock it in place. Many contemporary dies are hex shaped. This makes it easier to lock into the handle, plus if necessary, you can use a conventional open or box end wrench on the die. Most often, a hex die is used to recut damaged threads.
Notes on Using a Die to Cut Thread
When using a die, be sure to keep the handle straight on the material (fastener or rod) you’re cutting. Some die handles have built-in alignment guides that help keep the die square against the job material. It’s also important to keep the material supported securely. Place the tapered end of the die on the work material. To keep from making a mistake, some dies include the following warning etched in one side: “Start from other side.”
Dies are the same as taps when it comes to lubrication. Liberally apply cutting fluid to the die. When making a cut, slowly turn the die handle clockwise. Just like a tap, the die should be backed off every two to three turns in order to clear the chips.
***
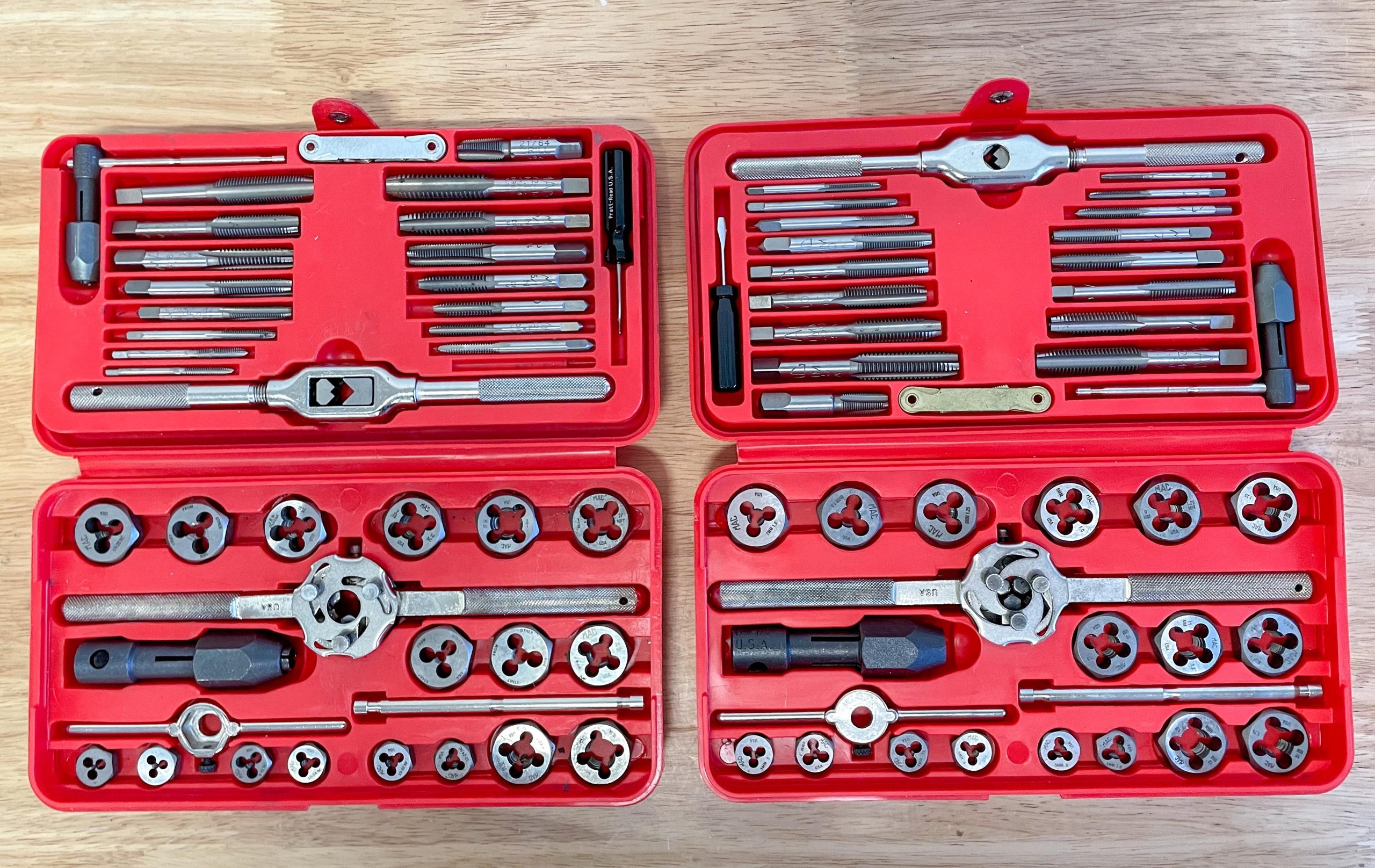
Taps and dies are incredibly important tools for your collection, but the only time you’ll ever think about them is when things go bad! And the above only scratches the surface. Summit Racing offers several different examples of tap and die sets. Buy the best set you afford. Don’t forget cutting fluid or wax, and with proper use, a tap and die set will last a lifetime. For a closer look, check out the pics below:











Can you send me a catalog ?
Hey Silvester, you can request your Summit Racing catalog here.
Thanks now I understand how to,use it I,was not sure which end to put into the guide