Chrysler has a great tradition of producing powerful high-performance engines. Engines that you can build today.
We’re working with the Chrysler B-Block, which is the original low-deck version of the 413/426/440 c.i.d. RB-Block V8 engines that has gotten Dodge and Plymouth great respect through the decades. The B-Block, produced in 350, 361, 383, and 400 cubic-inch displacements, was introduced in 1958 to replace the Firepower Hemi engines.
The B-Block also replaced the “Poly” block V8, which was a more economical alternative to the Hemi from a manufacturing standpoint, which had polyspherical combustion chambers.
Chrysler would find the “Poly” chamber A-Block engines just weren’t the solution to the more complex Hemi powerplant, which was when engineer Robert S. Rarey went to work birthing the all-new B-Block in the mid-1950s.
The B-Block had to accommodate a 3.750-inch stroke with a 9.980-inch deck height, and later—a raised deck version of the B-Block, the RB-Block with a taller 10.725-inch deck height for those big-inch Mopars.
This engine sported a deep skirt bores and a five-bolt cylinder head pattern around each cylinder for greater cylinder sealing with five main bearings down under. It also had a new cylinder head design with short exhaust port runners for improved heat transfer into the water jackets. Shaft-mounted stamped-steel rocker arms weighed less and took less manufacturing time.
Rarey also decided to move the distributor and oil pump to the front of the engine for easier access both in manufacturing and service.
The 350-inch B-Block was a one-year-only engine—1958—and got very little notice.
The larger 361 c.i.d. B-Block stayed the course well into the mid-1960s. In 1959, Chrysler grew the 361 to 383 c.i.d., which would remain in production until 1972.
In 1972, Chrysler grew the 383 to 400 c.i.d., which had a larger 4.340-inch bore. A lot changed that year, with a lower compression ratio and hardened exhaust valve seats the following year for use with lower-octane unleaded fuels.
Although performance expired in the 1970s amid auto insurance rates and increasing government emissions mandates, Chrysler kept its foot in it for as long as it could with the big-cube 400 and 440 until production ended in the 1970s.
We’re convinced the low-deck B-Block has never gotten the credit it has deserved in terms of real performance.
Seems everyone wants the RB-Block. Although the RB deserves credit for knocking down the competition in a wide variety of racing venues, the B-Block weighs less, is cheaper to get, and it makes a great stroker long on displacement.
But it isn’t always easy to find. If you remember the sexy 383 Roadrunners, ‘Cudas, Super Bees, and Challengers not to mention Fury and Polara police interceptors, you know what the 383 can do.
Imagine what the 383 could do with more stroke and displacement.
Main Street 383-powered Mopars were a force to reckon with back in the day because they always won and there’s a reason why. They have good bones and great architecture from the pan to the intake. They were born at Chrysler to make power. And, they made a lot of it.
The raised-deck 413/426/440 c.i.d. RB 10.725-inch deck height helps it accommodate a 4.500-inch stroke crank. The low-deck 383/400 B-Block makes up for its shorter 9.980-inch deck height with a super-size 4.30 (383) 4.340-inch (400) standard bore.
RBs can be stroked to 543 c.i.d., while even a low-deck 383/400 block can reach 512 c.i.d. if you want to take it that far.
We’d like to see what we can do with a 383/400 block, a Scat/Summit stroker kit, and tricked-up factory castings.
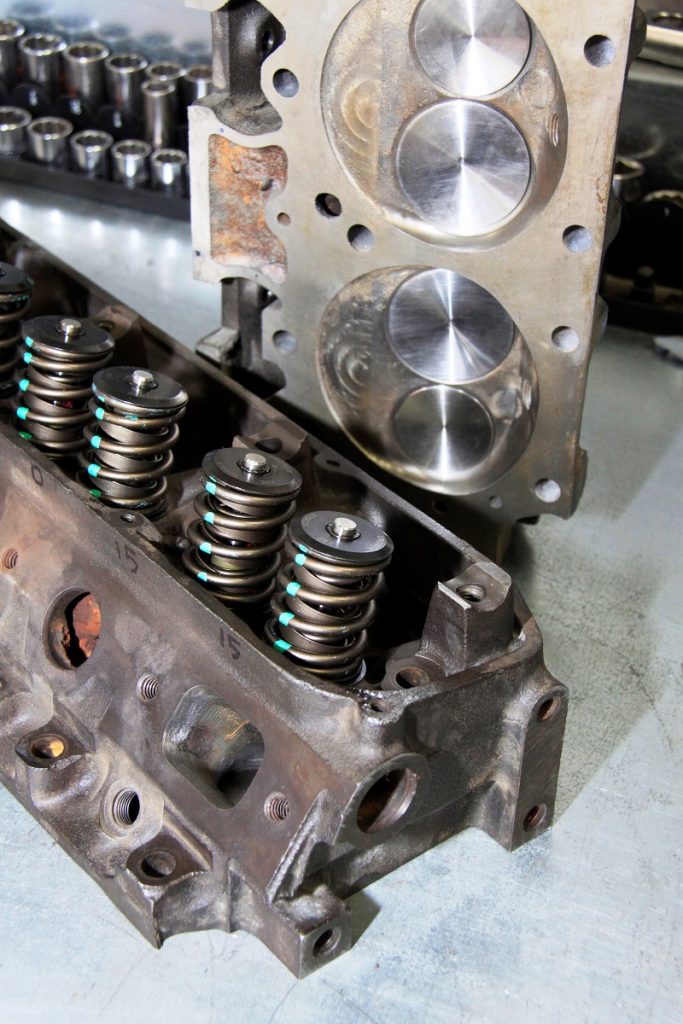
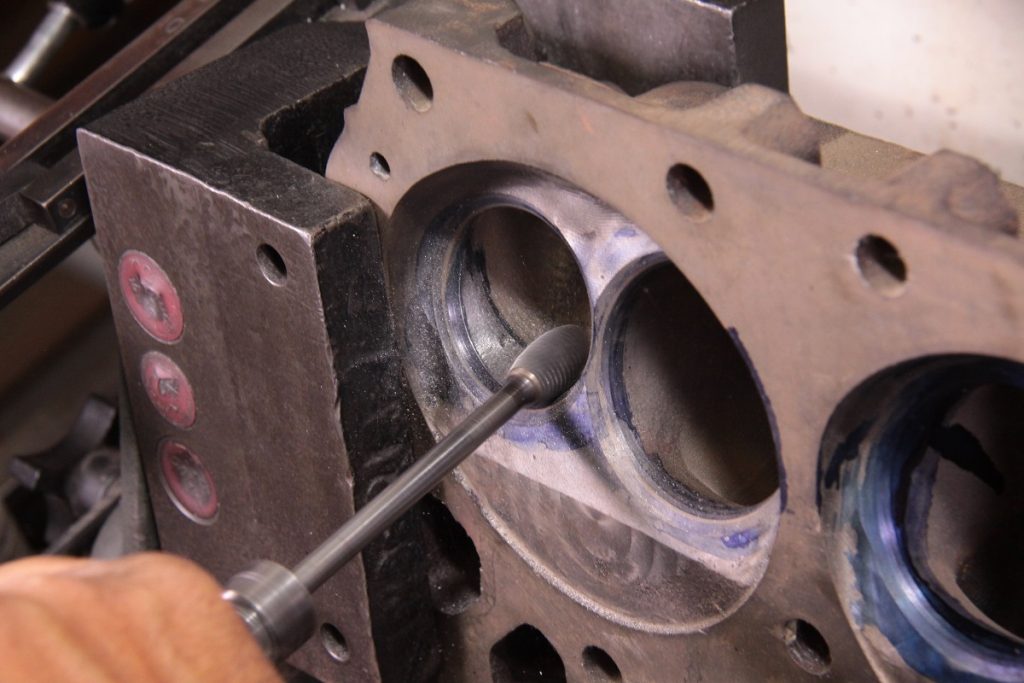
Because Gregg has extensive experience as a racing engine builder and professional cylinder head porter, he understands what needs to be done with B/RB-Block heads to get power. Flow bench numbers don’t lie, and Gregg is about to prove it out with our 426/435-inch B-Block. Gregg has taken a pair of 1967 vintage 383 head castings and CNC-ported them plus performed his own hand port and bowl work to get great flow numbers from the B-Block heads.
“It took a full five years of on-track and dyno testing to get these factory castings to flow like this,” Gregg said. “It is remarkable what you can do with these B-wedge heads.”
We’re going to take this vintage Mopar 383 and turn it into a 435 incher with support from Crower, Scat, and Summit Racing Equipment—a great support team. This 383 has been bored .040-inch to clean up the bores and get 435 c.i.d. Let’s get started.
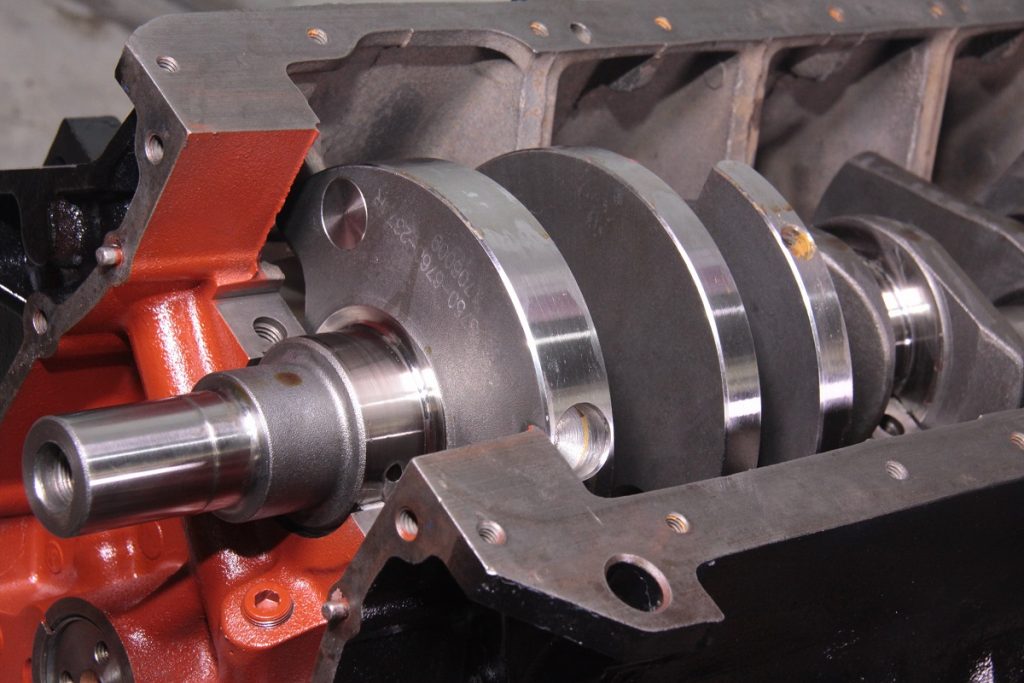
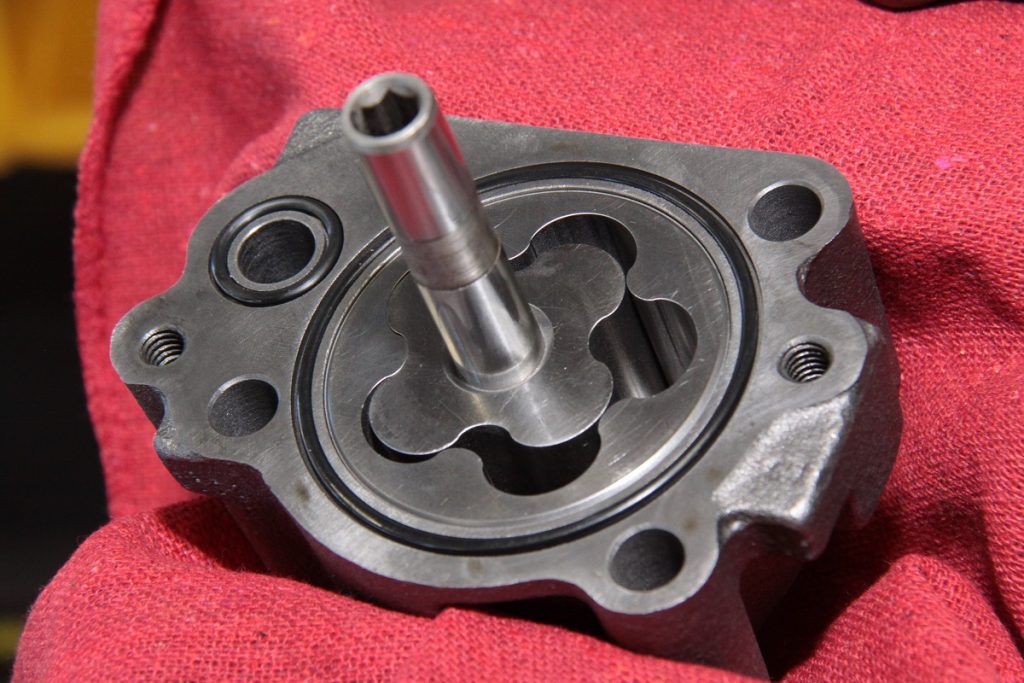
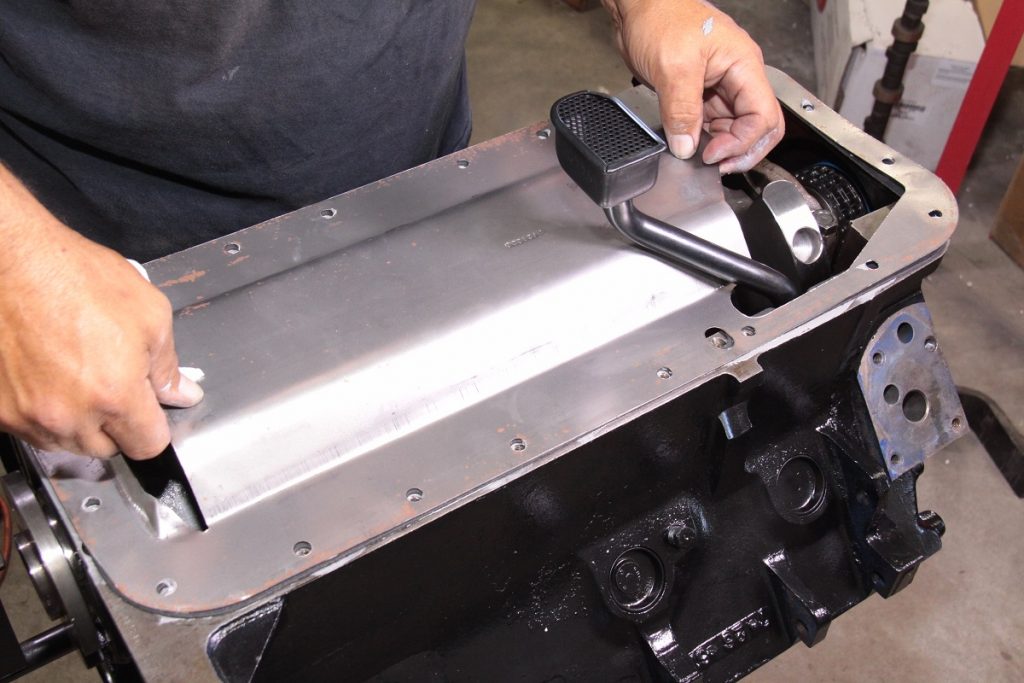
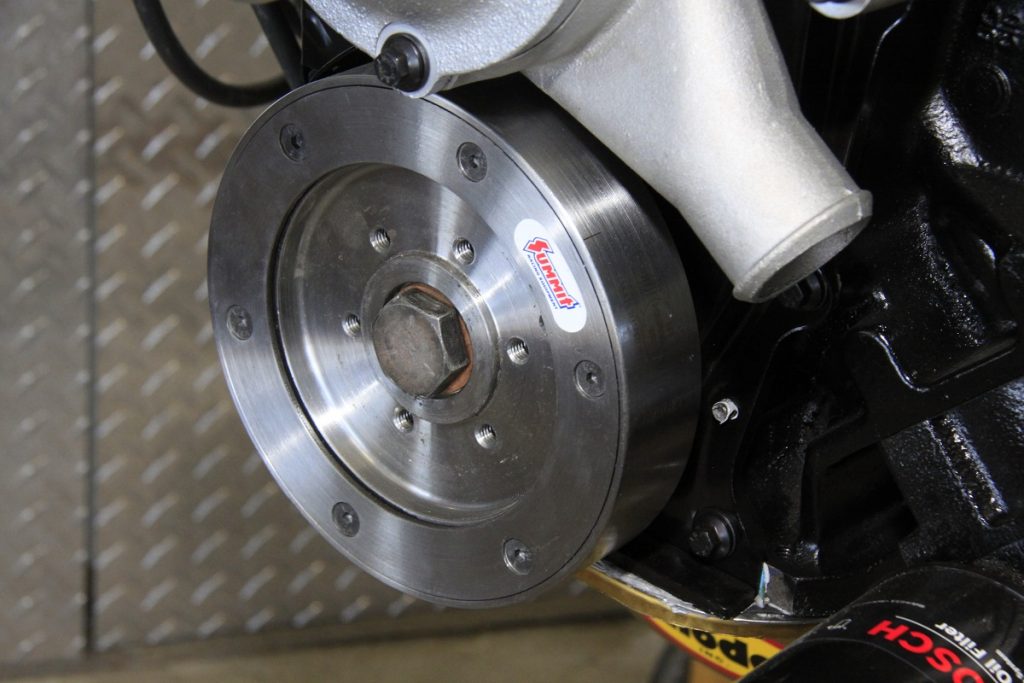
We’re working with a 1967-vintage 383 Chrysler block (2468130-8) like you’d find in the family wagon when you were growing up. Engine builder Gregg Jacobson has had the block cleaned and it’s ready for machine work. We will line-hone the mains, mill the decks, and bore the .030-inch over cylinder bores .040-inch oversize to get 435ci (426ci with a standard bore). All oil galleys and cooling passages will be chased before final cleaning and painting. (Image/Jim Smart) Gregg has opted for a complete Scat stroker package from Summit (PN 1-48082), which includes either a Scat forged 4340 crankshaft or Scat’s Series 9000 cast crankshaft along with I-beam or H-beam connecting rods, 7/16 inch or 3/8-inch cap screw bolts. Scat adds rod and main bearings from King, Federal Mogul, or Clevite 77 depending upon the application—and pistons and piston rings made by well-known manufacturers such as SRP/JE, Ross, KB, Mahle, Diamond, and Probe. (Image/Jim Smart)Chrysler’s B and RB-Block were conceived with ruggedness in mind with five meaty main bearing saddles and a healthy oiling system. We like the thick main webs, which provide plenty of support for the additional stroke we have planned from Scat and Summit. (Image/Jim Smart)We’re running a Crower F21148 hydraulic roller from Summit with 110-degree lobe centers, 230/236 intake/exhaust duration at .050-inch with .363/.370-inch lift at the lobes. Gregg tells us this will get us .550/.570-inch valve lift with a 1.6:1-ratio rocker package. (Image/Jim Smart)
Piston Ring End Gaps
Piston ring end gap is something you must get right or suffer horrible consequences. Mild street performance engines get exacting ring end gaps. Short-block assembly begins with checking ring end gaps, even if you’re working with pre-gapped rings. Wiseco Pistons suggests high performance engines with power adders great greater clearances.
Modified or Nitrous Oxide – 0.005in x 4.000-inch bore = 0.020-inch ring gap High Performance Racing – .0055in x 4.000-inch bore = 0.022-inch ring gap Racing with Nitrous/Turbo – 0.006in x 4.000-inch bore = 0.024-inch ring gap Racing Blower/Supercharger – 0.007 x 4.000-inch bore = 0.028-inch ring gap
For the secondary ring, same process, but with a slightly different end gap determined by application and how the engine will be operated.
Street – 0.005-inch x bore size = End Gap Modified or Nitrous Oxide – 0.0055-inch x bore size = End Gap High Performance Racing – 0.0053-inch x bore size = End Gap Racing with Nitrous/Turbo – 0.0057-inch x bore size = End Gap Racing Blower/Supercharger – 0.0063-inch x bore size = End Gap
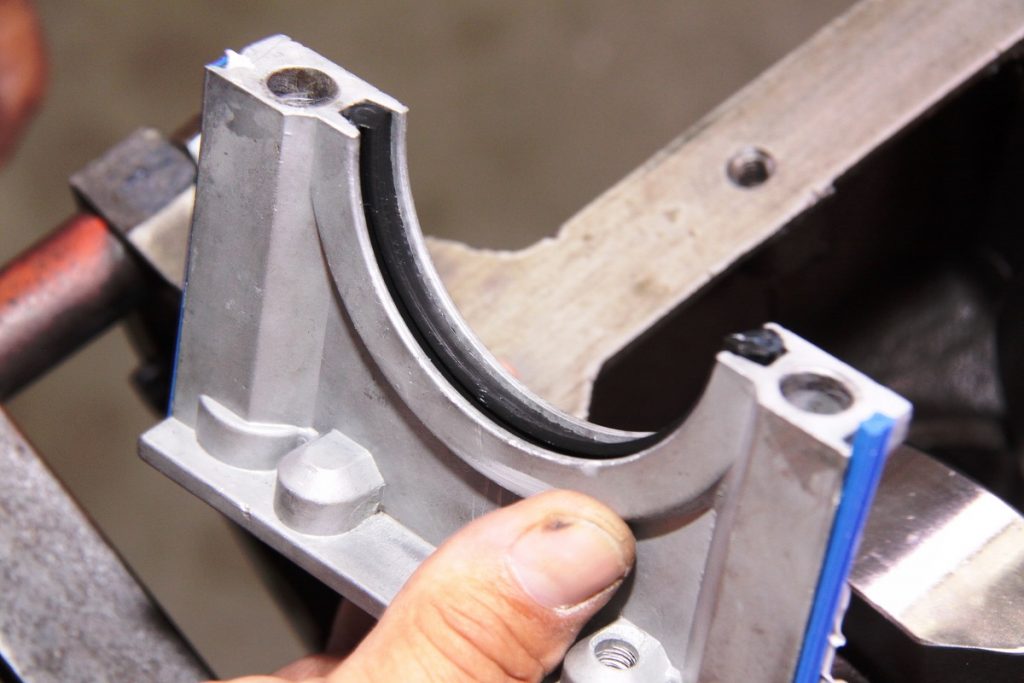
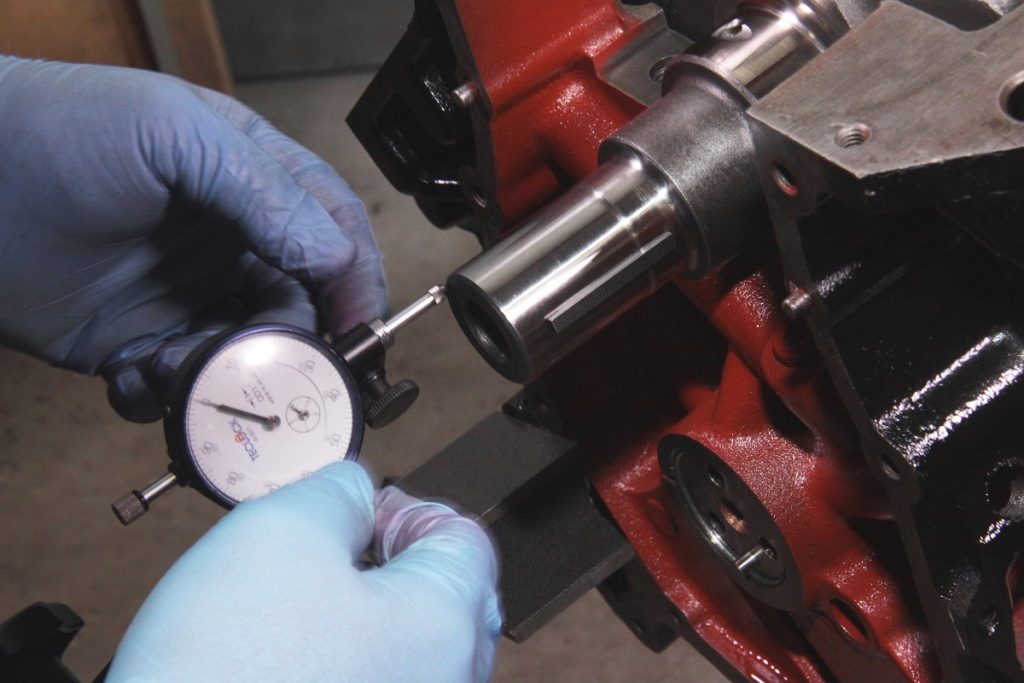
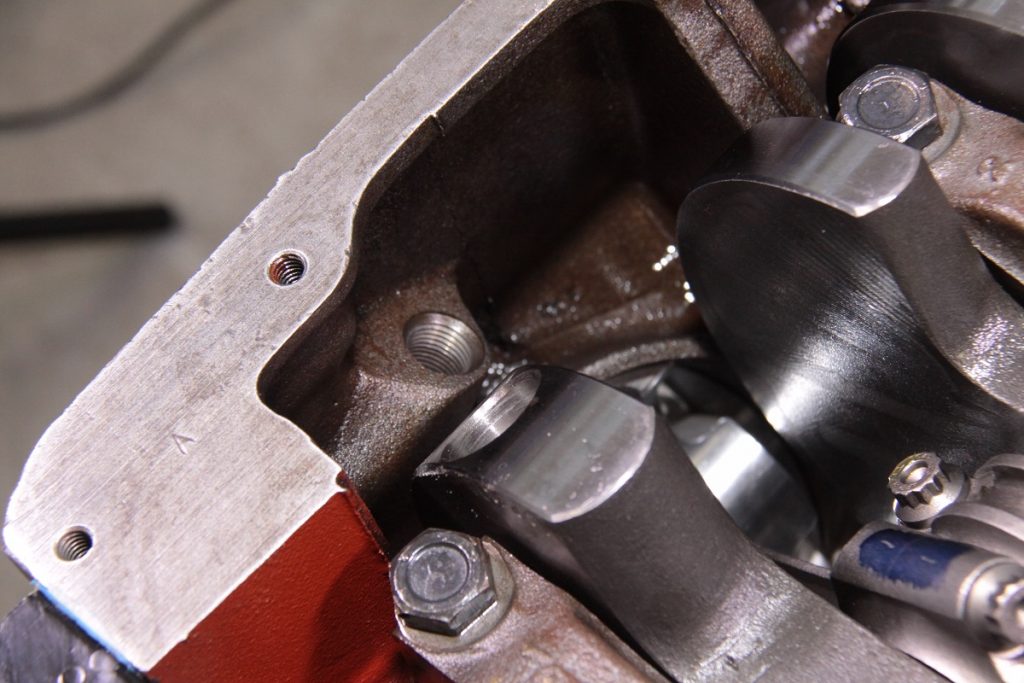
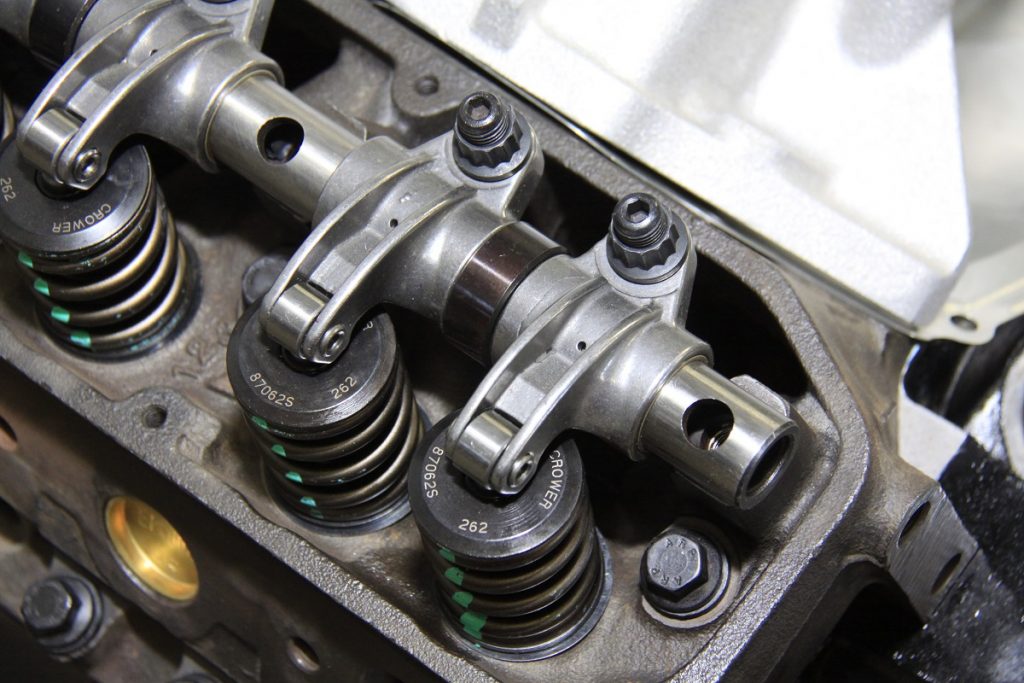
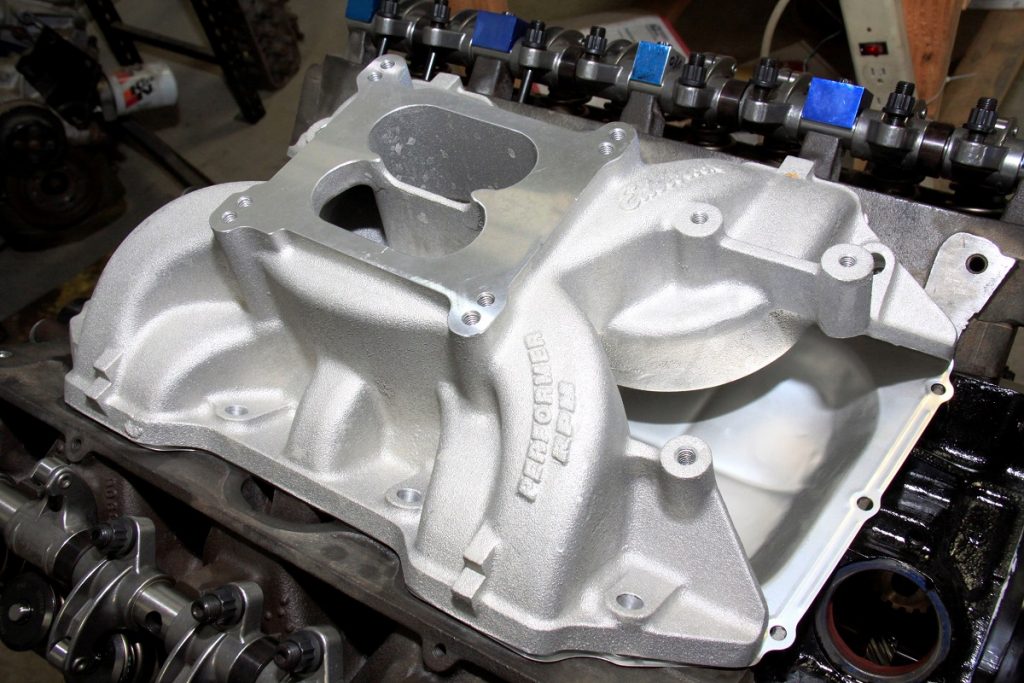
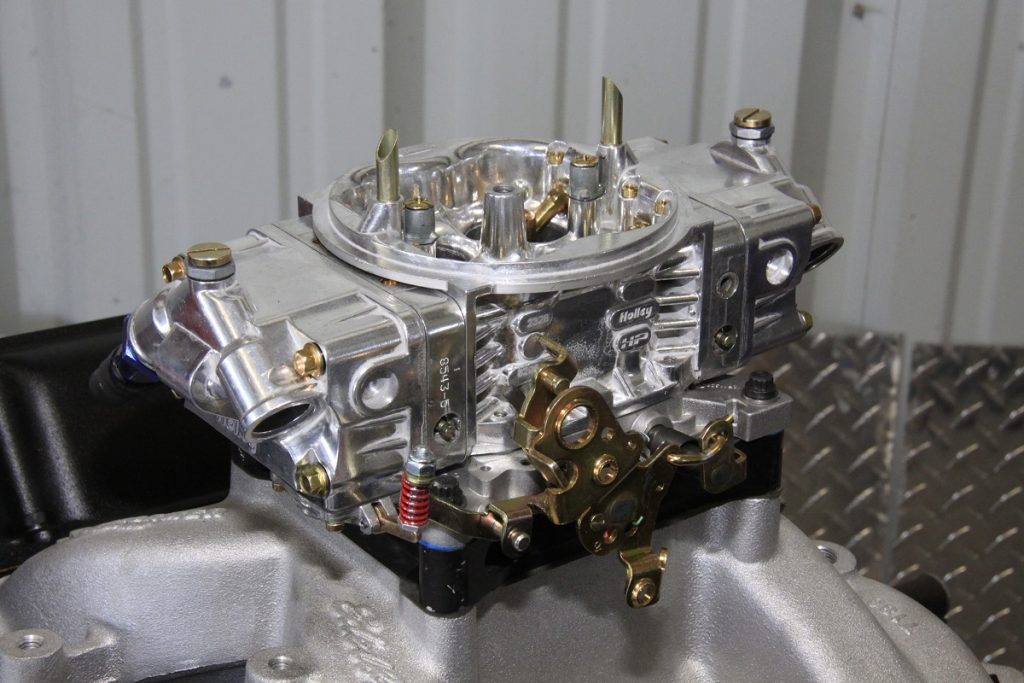
Wiseco tells us the more heat you have, the more the expansion of ring material, which means a greater clearance is required. Forced induction engines generate significantly more cylinder pressure than naturally-aspirated types. Added cylinder pressure means greater heat. Hotter cylinder bores require larger end gaps because you don’t want ring bind. What’s more, two naturally aspirated engines with different compression ratios will experience different combustion temperatures. When you compare 9.0:1 and 14.0:1, the higher compression number will require a greater ring end gap because it generates way more heat. (Image/Jim Smart)There are at least two schools of thought about how to install piston rings. One is using an expander and the other is to gently roll them on like this, taking care not to scratch the surface. (Image/Jim Smart)Clevite H-Series bearings were developed primarily for use in NASCAR type racing but are suitable for all types of competition engines as well as street because they’re very rugged. The H-Series bearings have a medium level of eccentricity, high crush factor, and have hardened steel backs and thin overlays for durability. They also have enlarged chamfers for greater crankshaft fillet clearance and are made without flash plating for better seating. You may also order .001-inch extra clearance for standard size shafts and with or without dowel holes. (Image/Jim Smart) We like this Scat 4340 steel crank with 3.750-inch stroke for the B-Block Chrysler (PN SCA-438310) from Summit. Any time you’re building a stroker, it is always best to check clearances throughout the block. Counterweights, and ultimately connecting rods/bolts, must clear the block and bores by a substantial amount. It can clear cold but may not clear hot due to expansion rates. You want at least .100-inch clearance. (Image/Jim Smart)Chrysler’s rear main seal holder yields great potential for leaks, which is why you must be detailed in your prep. The two-piece rear main seal lip must be pointed inside toward the crankshaft and be generously lubricated. Side seals need a thin film of Permatex’s The Right Stuff or Ultra Black Oil Resistance along with the steel reinforcement pins. Carefully slip this guy into place to avoid seal damage and leaks. We’ve opted for Fel-Pro gaskets and seals from Summit throughout. (Image/Jim Smart)Crankshaft endplay, especially with a new Scat crank, must be checked. Suggested endplay is .002 to .010-inch. Allow for automatic versus stick applications when checking endplay. Stick shift applications with stiff racing clutches call for more modest endplay due to excessive loading of the thrust bearing. (Image/Jim Smart)Engine assembly must always include a mock-up before final assembly, especially when you’re using an aftermarket stroker kit. Crank counterweights and connecting rods must clear the block by at least .100-inch. In some applications you will have to notch cylinder skirts to clear the connecting rod bolts. (Image/Jim Smart)Gregg has methodically marked all of the connecting rods for proper assembly. This ensures they all remain as marked per dynamic balancing. (Image/Jim Smart)Gregg opted for Akerly & Childs piston rings in this particular build with 1.5mm ductile iron plasma moly on top, then, 1.5mm Napier (notched) cast rings, and finally a 3mm oil ring package in stainless. Although the secondary ring is often mistakenly identified as a compression ring, its primary role is to keep the pressure in the ring land between it and the top ring as minimal as possible. (Image/Jim Smart)Next order of business is to find true top-dead-center and dialing in the Crower camshaft from Summit. True top-dead-center is when the rod journal is dead center at 12 o’clock and the piston isn’t going to wander either way. This is critical to cam-degreeing and cannot be ignored. (Image/Jim Smart)One thing we don’t see stressed enough is lubrication of fastener threads prior to tightening. You can get away with 30-weight engine oil as a thread lubricant. However, when a fastener is first torqued, resistance is at its highest point and the preload value or bolt “stretch” is low. As the fastener is cycled (tightened and loosened) numerous times the friction decreases and the preload increases. With ARP Ultra Torque assembly lubricant from Summit, a fastener need only be torqued once to get within five percent of optimum preload. (Image/Jim Smart)Too many of us install oil pumps right out of the box without performing the necessary inspection (blueprinting). It’s good protocol to thoroughly inspect a new oil pump, check clearances, and fill the cavity with engine oil or assembly lube for a good wet start-up. We’re installing a Melling high-volume pump from Summit. (Image/Jim Smart)While you’re inspecting and blueprinting the oil pump, remove the pressure relief valve and check it for freedom of movement and spring integrity. (Image/Jim Smart)Gregg has opted for a Milodon pan (PN MIL-30760) and a Mopar Performance windage tray to keep oil where it belongs at high rpm. He has coated the lifter valley and drainback area with the special Glyptal coating for improved return flow and block sealing. This is a stock-replacement Milodon oil pan for this street 435ci stroker. (Image/Jim Smart)Summit’s own affordable bracket racer SFI-rated damper (PN SUM-C4279) has been spin-tested to 12,500 rpm and carries an SFI-18.1 rating for safety and durability. These carbon steel dampers have an injection-molded and bonded elastomer with easy-to-read engraved timing marks, removable counterweights (where applicable with externally balanced engines), and a highly polished baked-enamel finish. Gregg has taken these 2843906 head castings and opened up the bowls and ports for vastly improved flow. Summit also offers you a complete line of Trick Flow aluminum heads for the B- and RB-Block Mopars depending upon your budget. The Trick Flow head carries heat away better than iron and it weighs less. If you desire a factory original appearance, go with the stock iron heads. (Image/Jim Smart)Gregg has performed very methodical CNC and hand port and bowl work to wake up these 383 castings. Stock, these intake ports flowed 217cfm at .600-inch lift, with 156cfm exhaust. After extensive port and bowl work, Gregg has achieved 300cfm intake and 217cfm exhaust at .600-inch valve lift. Flow coefficient is .521 intake and .551 exhaust. Pretty darned good for classic Chrysler B/RB iron heads. (Image/Jim Smart)Gregg has chosen adjustable 1.6:1 ratio rocker arms and cam-matched Crower valve springs. He has meticulously checked valvetrain geometry using the correct length Crower pushrods from Summit. (Image/Jim Smart) We encourage the use of a good threadlocker like Permatex’s High-Strength Threadlocker Red for the greatest security along with ARP fasteners. (Image/Jim Smart)Summit offers you a complete water pump and housing package for the B/RB-Block, which shaves a bunch of weight off the front end of a 383/400. What’s, these guys are affordable. (Image/Jim Smart) When you opt for a roller camshaft, you’re going to need to go with a Milodon bronze distributor/oil pump drive (PN 21525) from Summit for a happy marriage with the steel camshaft. A steel camshaft will chew up an iron drive gear in short order and do a lot of engine damage. Do not make this mistake. (Image/Jim Smart)Fel-Pro head gaskets from Summit offer you optimum cylinder sealing. Make sure the decks and head surfaces are hospital clean and free of even the most minute debris. Whether you use head studs or bolts depends on how you intend to use the engine. If you’re running a lot of compression or boost, you will want studs, which provide greater security. (Image/Jim Smart)There’s nothing quite like a good dual-plane intake manifold for a broad torque curve. The Edelbrock Performer RPM for B and RB-Block Chrysler engines offers terrific low-end torque for the launch along with solid high-rpm performance. Use a thin bead of Permatex’s The Right Stuff from Summit along the bottom of the manifold at the intake ports to prevent vacuum leaks. Torque the manifold gently crisscross fashion to the factory recommended torque in one-third values. (Image/Jim Smart)Gregg has opted for the Holley 0-82951SA at 950cfm, which offers an abundance of torque down low and horsepower up high. We like the swappable air bleeds and adjustable idle mixture screws in all four corners. Mechanical secondaries are mandatory for quick power. (Image/Jim Smart)One alternative to the 950cfm Holley HP is Quick Fuel’s Q-Series Carburetor 950cfm Black Diamond carburetor. This guy is ideally suited for bracket racers and street warriors alike. Q-Series carburetors are purpose-built for the dragstrip yet they perform quite well on the street. To handle the forces experienced during hard drag race launches, the Q-Series carburetors are equipped with notched floats and secondary jet extensions. At Summit, the Q-Series is our most comprehensive line of carburetors, with applications available for use with gasoline, methanol, and E85 fuels, forced induction, drag race, circle track, and comes in both vacuum and mechanical secondary models. (Image/Jim Smart) We’ve opted for MSD’s Pro Billet distributor, Blaster coil, Super Conductor Wires, and the 6AL-2 Multi-Spark Discharge from Summit for the kind of fire you cannot blow out. You will get a steady consistent hot spark under the toughest boost/compression conditions. (Image/Jim Smart)Our completed 426ci (actually 435ci) is ready for the dyno and dressed to kill with a broad range of parts from Summit Racing Equipment. By the time you read this, our numbers will be 561 horsepower at 5,750 rpm with 552 lbs/ft of torque at 4,750 rpm. What’s more, a broad torque curve that comes on strong at 3,500 rpm (508 lbs/ft). If you’re building the 383 stroker for road racing, you have less weight in the front end and this thing pulls strong coming out of the turns. (Image/Jim Smart)
Flow Bench
The stock Chrysler 383 head, circa 1967, sports a 208cc intake port. Gregg has two levels of Chrysler head porting. Stage 2 yields a 219cc intake port. Stage 3 is an all-out race head with a 228cc intake port. His routine includes CNC port and bowl work and unshrouding the intake and exhaust valves along with cleaning up the chambers.
Ported Head Castings - 2.19/1.81-Inch Intake/Exhaust Valve Diameter
Intake Valve Lift
Valve L/D
Flow CFM
Flow Coefficient
.100
.046
68
.646
.200
.091
141
.670
.300
.137
203
.643
.400
.183
259
.615
.500
.228
292
.555
.600
.274
300
.521
Exhaust Valve Lift
Valve L/D
Flow CFM
Flow Coefficient
.100
.055
55
.632
.200
.110
110
.632
.300
.166
155
.594
.400
.221
190
.546
.500
.276
208
.528
.600
.331
217
.551
The Dyno Room
RPM
Horsepower
Torque (Ft.-Lbs.)
3,500
338
508
3,750
356
499
4,000
389
511
4,250
429
530
4,500
470
549
4,750
499
552
5,000
525
551
5,250
548
549
5,500
559
534
5,750
561
512
6,000
562
484
The power our 383 turned 435 made was remarkable considering what we had for heads. Gregg went to larger 2.19/1.81-inch valve sizing and opened up the ports. Heads, coupled with a hot Crower roller hydraulic cam and greater bore and stroke took a 340-horse stocker to 562/552 horsepower/torque, which is impressive for stock castings.
Gregg has achieved good numbers from this engine along with a broad torque curve. What this means for you is excellent street power that will perform quite well at the track. We could get even closer to 600 horsepower and 600 ft/lbs of torque with a hotter cam. However, we wanted good street manners and tolerable idle quality at the traffic light.
Jim Smart is a veteran automotive journalist, technical editor, and historian with hundreds of how-to and feature articles to his credit. Jim's also an enthusiast, and has owned and restored many classic vehicles, including an impressive mix of vintage Ford Mustangs.
Comments
12 responses to “Building a Baby Max Wedge 435 Mopar B-Block Stroker That Makes Nearly 600 HP”
[…] Chrysler has a great tradition of producing powerful high-performance engines. Engines that you can build today. We’re working with the Chrysler B-Block, which is the original low-deck version of the […] Read full article at http://www.onallcylinders.com […]
I woulda liked to have seen that motor after getting it completely jazzed up set up and ran with the 2bbl… Im one of those weirdos that like 2bbls I bet with a little port on the runners and some tweaking of the carb it woulda made really nice power while looking completely like a lo-po stocker
Ben Lanman..Hey Jim. Thanks for taking the time to produce and share this with all Mopar gearheads. Have a 69 Dart 273/904 trans. Want to clone a gts and need to get a budget together. What’s the cost of the 435 Max Wedge in a crate? Might ask for suggestions later if ok but let’s start here. Thanks. God Bless.
+1…
I sell parts and offer tech advice every day, but answering endless questions for time-wasters has become a pain in the ass. Have a clue about what you want to accomplish before you call.
Hey Ben – grew up with Chrysler products. The Baby Max Wedge was a great opportunity to where you wonder why Chrysler didn’t do it in the first place. Nonetheless – Plymouth/Dodge – known and respected for powerful engines on the track and on the street. Thanks for your kind words.
Why waste all that effort on porting those open chamber heads which have NO chance of having any effective quench and a lazy slo burn chamber design ?
There are FAR better modern alternatives , some of them quite affordable.
And that bronze distrbutor gear is gonna be whipped inside 1000 miles of street driving. And with ground up bronze scattered thru out the engine. I speak from experience. Better to use a melonized steel gear. I think Hughes Engines has them.
It is neither a bolt in swap like older trucks (1972-1993), nor would it be smog-legal, and your small block can out-perform a stock ‘76 440 with a few simple mods. But if you had actually taken time to do some research, you’d know this.




















[…] Chrysler has a great tradition of producing powerful high-performance engines. Engines that you can build today. We’re working with the Chrysler B-Block, which is the original low-deck version of the […] Read full article at http://www.onallcylinders.com […]
What length are the connecting rods, and what size is a small end, what size is the big end.
Who is Gregg?
Thank you.
Gregg has been a long time engine builder here in Los Angeles. He closed his business.
I woulda liked to have seen that motor after getting it completely jazzed up set up and ran with the 2bbl… Im one of those weirdos that like 2bbls I bet with a little port on the runners and some tweaking of the carb it woulda made really nice power while looking completely like a lo-po stocker
Ben Lanman..Hey Jim. Thanks for taking the time to produce and share this with all Mopar gearheads. Have a 69 Dart 273/904 trans. Want to clone a gts and need to get a budget together. What’s the cost of the 435 Max Wedge in a crate? Might ask for suggestions later if ok but let’s start here. Thanks. God Bless.
Stop being lazy and do some research Ben
+1…
I sell parts and offer tech advice every day, but answering endless questions for time-wasters has become a pain in the ass. Have a clue about what you want to accomplish before you call.
Hey Ben – grew up with Chrysler products. The Baby Max Wedge was a great opportunity to where you wonder why Chrysler didn’t do it in the first place. Nonetheless – Plymouth/Dodge – known and respected for powerful engines on the track and on the street. Thanks for your kind words.
Why waste all that effort on porting those open chamber heads which have NO chance of having any effective quench and a lazy slo burn chamber design ?
There are FAR better modern alternatives , some of them quite affordable.
And that bronze distrbutor gear is gonna be whipped inside 1000 miles of street driving. And with ground up bronze scattered thru out the engine. I speak from experience. Better to use a melonized steel gear. I think Hughes Engines has them.
I am wanting to take my 76 motorhome 440 engine and put it in my 98 Ram 1500 4×4 , what am going to need to put it in my truck
It is neither a bolt in swap like older trucks (1972-1993), nor would it be smog-legal, and your small block can out-perform a stock ‘76 440 with a few simple mods. But if you had actually taken time to do some research, you’d know this.