
Running 6.80s at nearly 210 miles-per-hour, today’s 275mm drag radial door-slammers incinerate the quarter-mile thanks to obscene levels of airflow and grip. Producing close to six horsepower per cubic-inch requires immense cylinder pressure that can split blocks, blow head gaskets and melt pistons in a jiffy. Fortunately, the aftermarket has methodically eliminated each of these weak links in recent years. While enhanced short-block durability is obviously a good thing, it places an even greater burden on the cylinder heads to keep all that pressure sealed inside the block. To meet the demands of today’s boost-hungry race engines, casting technology has evolved tremendously to spawn a new crop of incredibly durable cylinder heads.
While Edelbrock is best known for its extensive line of cylinder heads and intake manifolds, over the last 25 years, the company has quietly established one of the most sophisticated foundry facilities in the country. Initially, the foundry’s primary focus was elevating the quality of its street castings, but as racers continued pushing the limits of durability, Edelbrock developed many key technological advancements in an effort to create the strongest race castings in the business. In fact, when engineers realized that they had reached the limits of their first foundry, Edelbrock built a second foundry in 2007 better suited to the low-volume manufacturing requirements of its race cylinder heads.
The combination of old school know-how and modern technology allows Edelbrock to dynamically adapt its casting process as circumstances dictate.
“We’re always experimenting with new heat treat processes and testing new alloys and additives,” Dr. Rick Roberts of Edelbrock said. “In the last several years, we’ve built a new permanent mold foundry and have introduced hot isostatic pressing into our race cylinder head castings. All of these technologies are an evolution of established casting techniques that ultimately create a superior end product.”
Although building a foundry from the ground up wasn’t easy, the long-term benefits for hot rodders have proven to be well worth the investment.
“Running a foundry in Southern California isn’t the cheapest way of doing business, but 25 years ago, we felt that the only way to maintain the quality control we were looking for was to control the entire casting process from start to finish,” Roberts said. “We’re fortunate that Vic Edelbrock Jr. had the foresight to build a foundry from the ground up in 1991.”
HIP
Every aluminum casting has tiny air bubbles trapped in it. The question is, how much?
“Hot isostatic pressing is a process originally developed by the aerospace industry to eliminate these microscopic air bubbles. The HIP process heats a raw casting inside a pressurized oven to about 900 degrees to make the aluminum pliable,” Roberts said. “The oven is filled with argon to eliminate oxidation. As the pressure in the oven increases to 10,000-15000 psi, it compresses the aluminum and squeezes out the air bubbles. The process actually shrinks the casting, so we have to make it a little bit bigger to compensate for the increase in density. HIP’ing dramatically enhances the overall strength of the casting. A HIP’d casting isn’t quite as strong as a billet cylinder head, but it comes pretty darn close.”
When Edelbrock began machining its first batch of HIP’d heads, the improvements in hardness were immediately apparent.
“The material was so much harder that we immediately broke the drill bits. We can usually drill 17 head bolt holes on a cylinder head in five minutes, and the drills last for hundreds of sets of heads before they wear out,” Roberts said. “When we machined our very first HIP’d head, the drill broke by the time it got to the fifth head bolt. We had to change the drill speed and feed rate, as well as the drill itself, to account for how much stronger the casting was as a result of the HIP process.”
Nevertheless, the true test of any casting’s durability is how well it holds up in the heat of competition, and the HIP process has proven its value in the most punishing race applications.
“The Edelbrock SC1 heads have the strength of a billet head, but they’re also easy to set up and machine. It’s the best of both worlds,” nine-time NMRA Street Outlaw Champion John Urist said. “The HIP process makes the SC1 castings so hard and dense that it lets you push the limits of the head much harder. You simply don’t have that luxury with other castings. Billet heads are great, but they can cost twice as much. A billet head also requires machining out the water jackets, but with a HIP’d casting like the SC1s, they’re already in there.”
With enhanced durability comes longer operating life, which equates to savings in both time and money.
“Cylinder heads are an investment. Once you’ve spent money on extensive porting, you want to make sure the casting is going to hold up,” Urist adds. “With other cylinder heads we’ve used in the past, we had to redo the valve job after five or six runs. When we disassemble the SC1 heads after a race weekend, the seats and guides haven’t moved around at all. In the past, we had to replace the heads every two seasons, but the Edelbrock SC1 heads are still going strong after eight seasons.”
Alloys
The U.S. Aluminum Association establishes specifications that outline the composition and mechanical properties of aluminum alloys. For example, an A356 alloy is mostly aluminum, but the percentage of silicon and magnesium it contains must fall within a specified range to qualify as A356. These metallurgical formulas also place limits on impurities like iron. Many of these elements represent just a small fraction of a percent in the overall composition of the alloy.
“Compared to A356 aluminum, which is a very popular alloy for cylinder heads, an A355 alloy contains much more copper. This may help with cooling because copper increases thermal conductivity, but overall the properties of the metal aren’t as durable as A356,” Roberts explains. “In contrast, A357 aluminum alloys are often used in the aerospace industry. They offer greater purity than A356, but its benefits are questionable for automotive applications so the added costs are not justified. This explains why A356 alloys are so popular in automotive applications.”
Heat Treating
Without proper heat treating, raw castings are not strong enough to survive the stress endured in an internal combustion engine.
“The T6 tempering process — which is widely used in our industry — involves heating a casting up to 800-900 degrees, then holding it at that temperate for a specified period of time. Heating a casting up to a near-liquid state allows the particles inside the metal to dissolve in a uniform fashion,” Roberts said. “Next, the casting is quenched in cold water. After quenching, the soft and gummy structure of the metal suddenly forms a distinct grain structure. At that point, you have a really hard aluminum, but now it’s brittle and prone to cracking. By heating the casting to 350-375 degrees for 5-6 hours, we can age the metal to put ductility back into the casting while maintaining hardness. The aging process takes a straw-like grain structures and breaks it down. Now you have a casting that’s very strong and easy to machine, yet it has enough ductility to prevent cracking. In contrast, the T5 tempering process ages the casting, but it does not quench the metal or heat it up as high as the T6 process.”
Formula Modification
Having complete control of the casting process makes it possible to experiment with different metal compositions and heat tempering techniques depending on the needs of a particular application.
“Simply adding a table spoon of copper or magnesium to a 400-pound batch of aluminum can have a noticeable effect on the properties of the metal. For extreme endurance applications, like offshore boat engines, we can go with a T7 heat treat to improve durability,” Roberts said. “In heavy-duty nitrous engines that experience incredible cylinder pressure, we can experiment with different additives to improve casting strength at high temperature. We’re always experimenting with different heat tempering techniques and additives to give us an edge. In fact, you can slightly under-age or over-age a casting and still fall under T6 standards.”
Ultimately, getting the formula just right comes down to experience.
“Running a foundry is a lot like porting cylinder heads. The more gray hair you have, the better off you are,” Roberts joked. “The specifics of what distinguishes a good casting from a bad casting doesn’t come from a text book. It comes from experience. We’re very fortunate to have a couple of very talented foundry operators that each have over 50 years of experience. One of them actually helped pour the very first Donovan block.”
Controlled Solidification
After a casting is poured, the solidification process of the molten aluminum must be controlled very closely to prevent air pockets from forming.
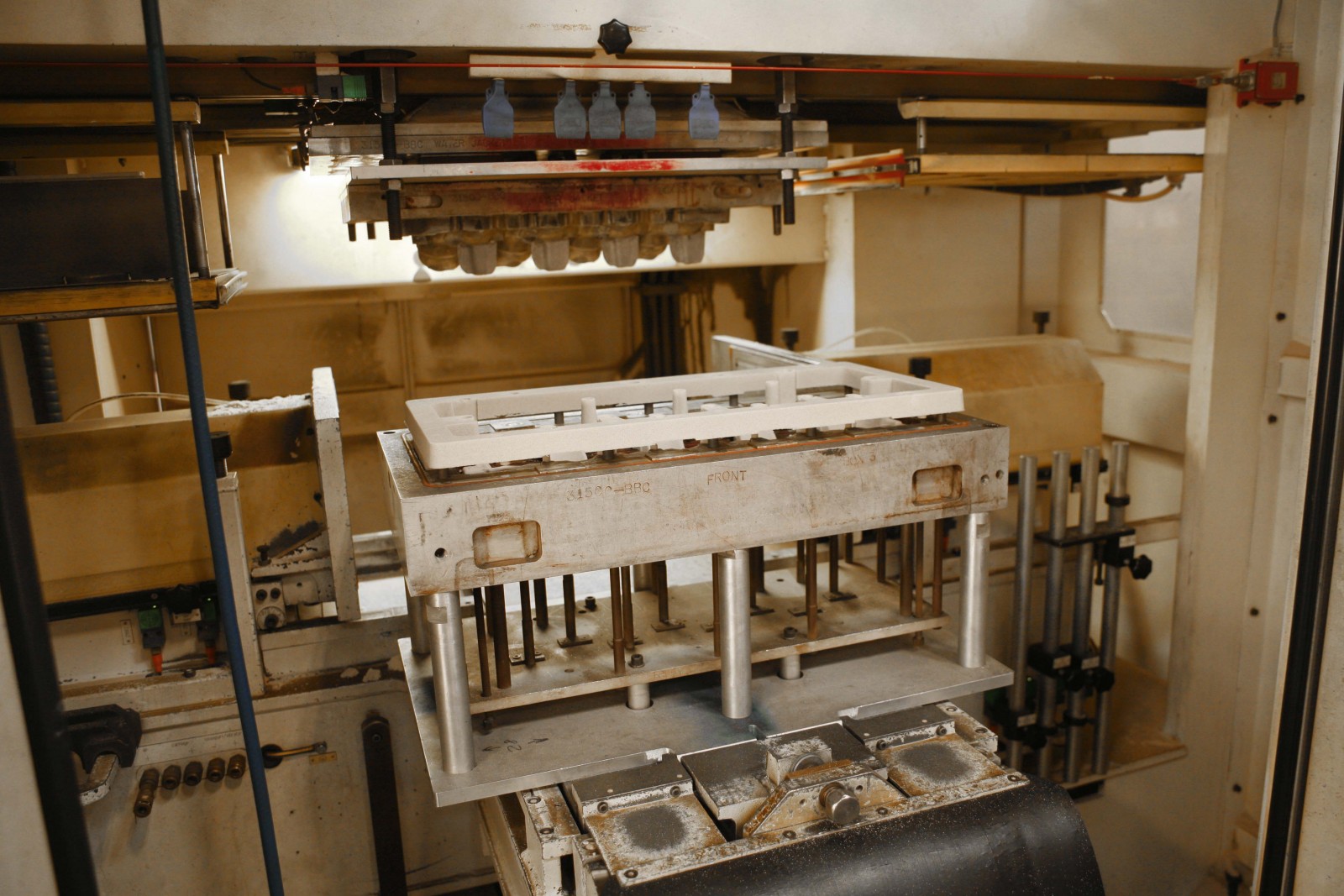
“Aluminum shrinks as it solidifies. If you have a pocket of liquid aluminum that’s surrounded by metal that’s already gone solid, that pocket will tear itself to pieces when it solidifies because it wants to shrink but it can’t,” Roberts said. “To prevent this from happening, we pour the cylinder heads with the deck facing downward. Ideally you want the head to solidify from the deck to valve cover rail in a uniform fashion. A head that’s solid in one spot and liquid in another is a disaster in the making.”
When pouring a head, liquid aluminum travels from the pour spout into three to four passages routed underneath the cylinder head deck surface in the mold. From there, the metal passes through 1 x 1-inch gates before entering the mold. Once the metal fills the mold from the bottom upward, it then enters several cylindrical risers positioned above the head.
“The risers act as reservoirs that feed liquid metal back into the mold as the head solidifies and contracts. The diameter, height, temperature, and location of the risers all affect how a cylinder head solidifies, so these variables can be changed to eliminate hot spots as necessary,” Roberts said. “We can also move the gating around to address hot spots as well. Experience is key, and at Edelbrock, being able to get advice from people who have been working in foundries for 50 years is a huge luxury. It’s not hard, but when you’re trying to make changes to control how a cylinder head solidifies, the guys with experience know exactly which changes they need to make.”
Computer Simulation
Thanks to modern technology, it’s now possible to virtually pour a casting on computer to identify trouble spots before they surface.
“The Magma software we use is like a CFD (computation fluid dynamics) program that’s used to optimize the casting process. After we design a mold in CAD, we can compute how liquid aluminum will flow into it and watch it solidify on the computer screen,” Roberts said. “The software can predict the microstructure and properties of the finished casting, as well as the location of hot spots. By simulating the pour process, we can identify potential problem areas and address them before we even bother making the first mold. Overall, computer simulations allow us to make better castings more quickly and inexpensively.”
Molds
As horsepower levels continue skyrocketing, the molds used in the casting processes have evolved to improve both casting quality and manufacturing efficiency.
“Our green sand foundry uses a process very similar to what foundries in the ‘50s used to cast iron blocks and cylinder heads. Green sand, which is actually black in color, is similar to the sand at the very edge of the water at the beach,” Roberts explains. “You can almost see the imprint of your hand and feet in it, but not quite. Green sand can be packed down very tightly, but it also breaks down into loose sand easily. It’s used to create the envelope of a casting where the liquid aluminum will be poured into.”
Unlike a green sand mold, a permanent mold uses a steel envelope that works like a waffle iron.
“As the liquid aluminum is poured, the chilling effect of the aluminum coming into contact with the steel mold creates a casting that’s structurally stronger,” Roberts said. “Since the mold is reusable, you don’t have to make a new mold out of sand after casting each cylinder head. The downside is that a permanent mold is three to four times more expensive than a green sand mold, so it only makes sense when casting in high volume. Most of our Performer RPM small block heads are cast in our permanent mold foundry.”
[story continues below the slideshow]




























Production Line Evolution
Edelbrock’s casting operations are split between its green sand, permanent mold, and dry sand production lines. The green sand line is a high-volume foundry that casts intake manifolds, water pumps, and many of Edelbrock’s street cylinder heads. The furnace holds 35,000 pounds of aluminum, and it runs 24/7 for 11.5 months out of the year.
“That’s good for high volume, but it doesn’t give us much leeway if we want to change the metallurgy of the aluminum for a small batch of cylinder heads,” Roberts said. “If we shut it off at night, the metal would harden and take a very long time to melt again. Over the years, we have transitioned our highest-volume cylinder heads to the permanent mold process to improve casting quality and efficiency, since permanent molds are re-usable.
“The challenges we encountered while casting our first SC1 race heads made us realize that we needed a third production line to handle more specialized castings. When we designed the green sand foundry, the big block Chevy cylinder head was the biggest part that we made. We never envisioned casting a head with ¾-inch thick port walls. After pouring the first SC1 head, the mold started bubbling and hissing from all the turmoil going on inside of it. Metal spewed out of the pour spout, and we were afraid that it was going to explode. We found out pretty quickly that we reached the limit of the green sand process with the SC1 heads. With heads that require that much metal, the green sand casting process makes it impossible to feed the mold quickly enough. By replacing the outside of the mold with dry sand, we were able to make the mold as large as we wanted. That enabled us to change the way the liquid metal feeds into the mold, and solved the problem.
“After that experience, we decided to build a separate dry sand foundry so that we could cast much larger and heavier race heads. The dry sand molds cost twice as much as green sand molds, but we’re now able to cast heads that are 50 percent larger than the SC1 heads without any problems. Likewise, since the dry sand production line only melts 400 pounds of aluminum at a time, we can pour cylinder heads in small runs of 10-12 units. This allows us to experiment with different additives to strengthen the properties of the metal. Investing in the dry sand foundry was a very big step that we took 10 years ago that now makes it possible to build extremely durable race castings like our Ford SC1, GM LSR, spread-port big block Chevy, and many of our Pro-Port raw cylinder heads.”
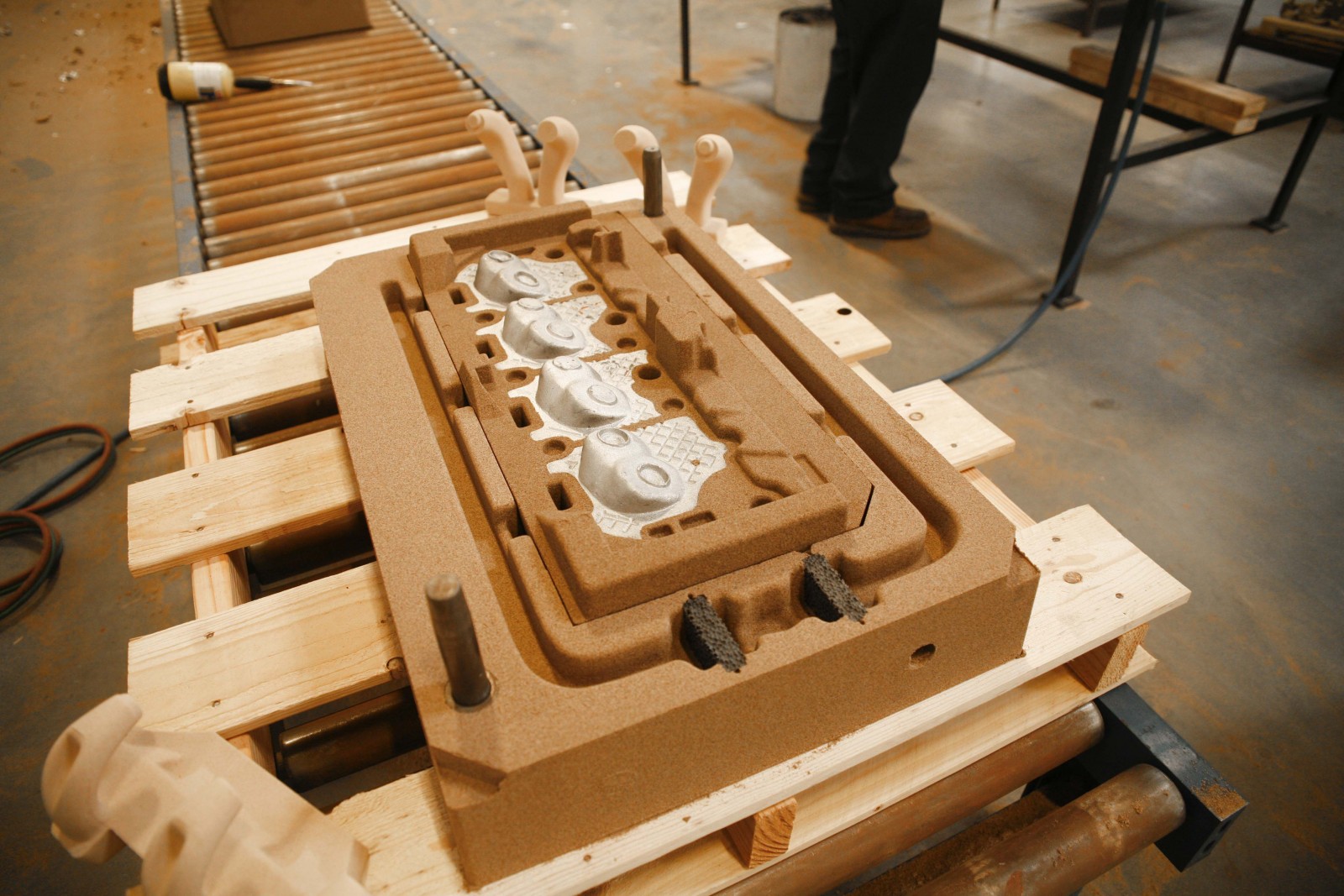
Green vs. Dry Sand
Shaping liquid aluminum to exacting tolerances with sand can be challenging, especially when the slightest deviation in the contours of a port can dramatically affect performance. Depending on the profile of the shape that needs to be made, Edelbrock uses green sand, dry sand, or a combination of both.
“Green sand is a mixture of sand, clay, and various chemicals. Its clay and moisture content make it easier to shape, but burns off after each casting run,” Roberts said. “While it can be tightly packed together, it doesn’t bind or get hard. That enables green sand to hold together well during the casting process, but you can still pull it apart by hand, replenish the clay content, then re-use the sand. Humidity levels can affect the moisture content of green sand, so the mixture must be monitored and adjusted as necessary.
“On the other hand, dry sand uses an adhesive as a bonding agent and its smaller grain size creates a smoother finish on the casting. It gets hard as a rock after sitting for 30 minutes, and you have to hit it with a hammer to break it. Green sand is versatile enough to shape all the features under the valve covers, like the oil drains, but it has its limitations. Dry sand works much better with casting shapes that have a lot delicate and intricate features. Even in our green sand foundry, the cores used to form the ports and water jackets of a cylinder head are made from dry sand.
“Fine, narrow pieces of green sand don’t mold or form very well, and are prone to breaking. However, making shapes like that aren’t a problem with dry sand. The dry sand is used to form the outer envelope of a cylinder head is reusable, but the sand used to form ports and water jackets is not re-usable. That increases costs significantly, but sometimes that’s what it takes to cast a cylinder head strong enough to handle the most demanding race applications.”
Core Production
While a casting mold determines the outer shape of a cylinder head or intake manifold, cores must be inserted into these molds to form any internal passages such as the ports and water jackets. The old fashioned method of making cores involves mixing sand with glue, packing it into a mold by hand, then waiting half an hour for it to harden. It’s slow and tedious, but it works fine for low-volume production runs in Edelbrock’s dry sand production line. However, newer hollow-core and sulfur-dioxide core processes can handle high-volume production more efficiently.
The traditional shell (hollow) core process uses a cast iron box that looks like the actual cylinder head.
“After heating up the box and connecting a hose to it, sand is blown into the mold. The sand is impregnated with glue that’s activated by heat, so it solidifies when it comes in contact with the hot cast-iron mold,” Roberts said. “The sand in the center of each core doesn’t heat up as much, so it falls out after it’s removed from the mold. You’re left with a hollow-shell core that’s very accurate and well suited for high-volume production. The downside is that since the core box is made of cast iron, it’s very heavy and difficult to modify if we want to change the shape of the cores. The cores used to build most of our Performer RPM cylinder heads are made using the hollow-core process.”
About 20 years ago, Edelbrock began transitioning over to a sulfur-dioxide core process. It uses a different mixture of sand that has binders instead of glue. These binders are activated by sulfur dioxide, which means that hot cast-iron molds are no longer necessary.
“Instead of iron, we can use a plastic mold, blow sand into it, then fill it with sulfur dioxide to harden the sand cores,” Roberts said. “Not only does this enable us to work at room temperature, it also makes it much easier to repair or modify the molds since they’re plastic, not iron. Even though the sand is abrasive, the plastic is very tough and wear resistant. Over the years, we have gradually converted our production lines from the hollow-core to the sulfur-dioxide core process.”
Testing
Compared to foundries built in the ‘40s and ‘50s, Edelbrock’s casting facilities are relatively young. With this youth comes testing equipment that closely monitors all aspects of foundry operation.
“Every morning, we take a sample of A356 aluminum that’s the size of a hockey puck. After it cools, we inspect it under an electron microscope to ensure that it’s structurally sound,” Roberts said. “We also have a pull-tester that stretches each metal sample until it breaks. That way, we can measure the tensile strength and yield strength of our castings, and make sure they’re within our target range. We also have a room that’s always measuring the content of our green sand. Although 80-90 percent of it is re-usable, a certain amount of clay content burns off, so we have to closely monitor the sand content and replenish it with clay as needed.”
Pattern Making
Just like the rest of the casting process, the art of pattern making has changed tremendously in the last 70 years. Back in the day, Vic Edelbrock Sr. sketched his intake manifold designs on paper, and took them to his pattern-maker, Harvey Hartman.
“Vic loved the pecan pie that Harvey’s wife made, so he enjoyed sitting down at the kitchen table and going over his designs with Harvey. The patterns were hand-carved out of wood in that era, so the real specifics of what the pattern looked like was up to the pattern-maker,” Roberts said.
These days, the entire casting, including the pattern, is designed using 3D CAD software.
“Pattern-makers don’t have the same creative flexibility they used to, and stick closely to the designs that the engineers give them. The tooling for a cylinder head costs $50,000, so you don’t want to make any mistakes,” Roberts said. “CAD software allows us to virtually design the entire cylinder head, flow test it, and machine it all on computer. We can make test prototypes using our 3D printer as well. All of these tools allow us to eliminate mistakes.”
Once the design is finalized on computer, the CAD file is sent to Edelbrock’s in-house pattern department, who designs the patterns and the mold to mimic the shape of the cylinder head.
“Wood eventually wears out from sand abrasion, so patterns these days are made from plastic and cut on CNC machines,” Roberts said. “The design of the patterns and mold must account for sufficient draft (angle) to drain the sand cores after casting. Ultimately, all of these measures make it possible to make very precise patterns that contribute to a high-quality casting.”
Cylinder head casting has come a long way since the days of the old Flathead V8, and Edelbrock has been on the leading edge of that cylinder head evolution.
we sell core box vent
Hi,
We are China producer of core box vent.
If you have requirements, welcome to contact with us.
Best regards,
Wang
http://www.corevent.net
——————————————————————————–
(IMG20190410193250(6).jpg)
——————————————————————————–
(super vent(6).JPG)
——————————————————————————–