Editor’s Note: Mike Mavrigian has been building engines almost as long as there has been internal combustion. Mike’s shop, Birchwood Automotive, specializes in street performance and racing engines and vehicle restoration. As you’ll see in this article series, he includes a wealth of information on his engine builds.


























This engine build starts where they all do: with the block.
Since our plan called for a final bore diameter of 4.375 inches, we went with a B-series 400 block. A stock 400 has a 4.340-inch bore diameter, which meant we only needed to overbore the cylinders by 0.035 inches. If we had used a 440 block with 4.320-inch bores, a 0.055-inch overbore would have been required. That much of an overbore gets dicey as a 440’s cylinder walls can get dangerously thin.
The 400 block has other advantages. It’s stiff and durable. It is also shorter, allowing the use of shorter pushrods to improve high-rpm performance. The 400 has smaller diameter main bearing bores, so it can use a crank with smaller main journals. That helps reduce rotating mass. The final bore diameter of 4.3755 inches, combined with a 4.150-inch stroke crank, gives us 499 cubic inches.
The 1971-era 400 blocks have thicker cylinder walls, but are hard to find. Blocks from 1972-1975 are also thick-wall castings and can be safely overbored by as much as 0.060 inches. The 1976 blocks have decent cylinder walls, but 1977-78 blocks have much thinner walls and should not be overbored by more than 0.030 inches. Keep in mind that variances exist from block to block, so checking cylinder wall thickness with a sonic checker is a must, regardless of the block’s age or casting number.
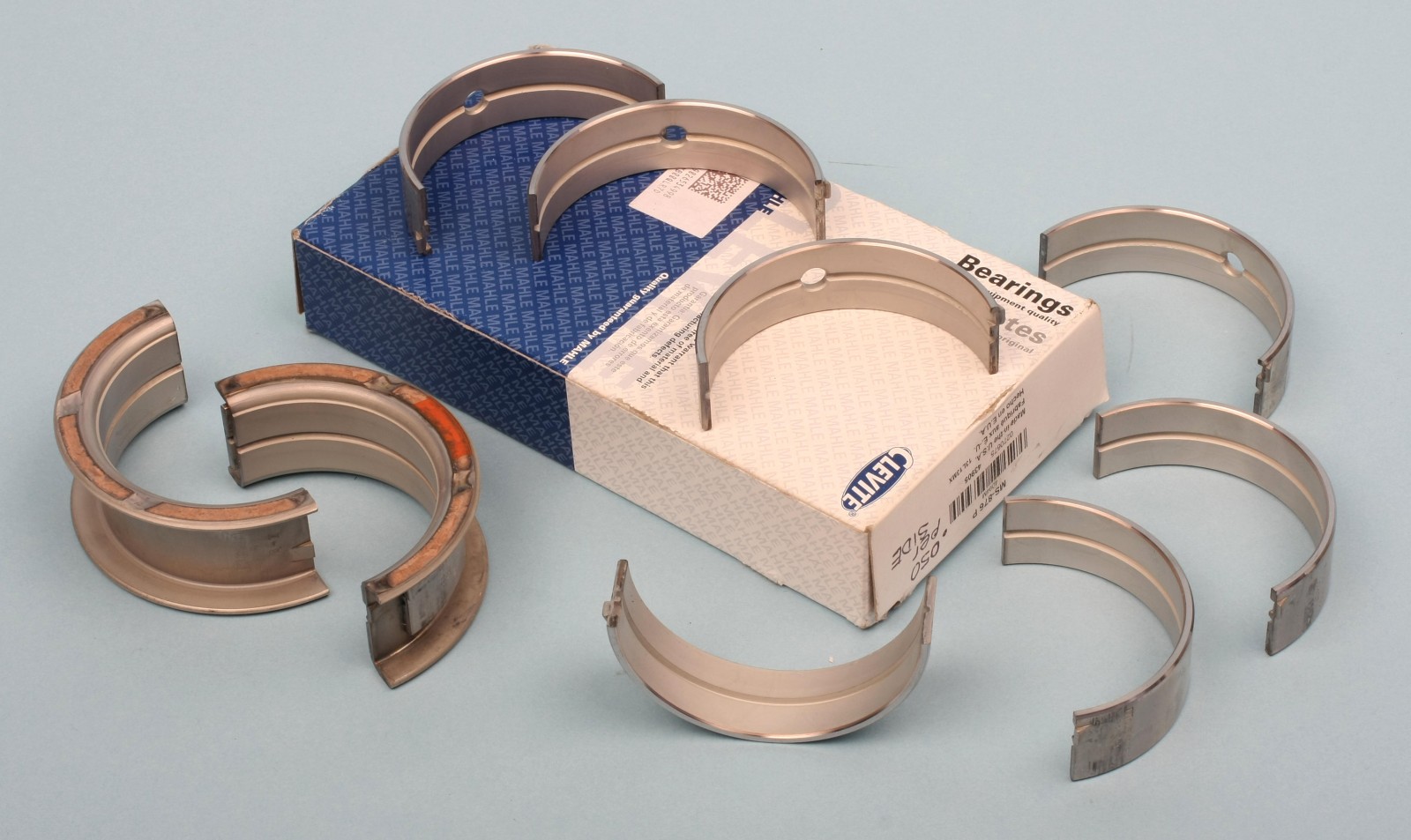
Our block’s forged crank and connecting rods came from Scat. The pistons, wrist pins, locks and rings came from JE. Main, rod, and cam bearings are from Clevite.
Here are the specs for the short block:
- Block deck height: 9.955 inches
- Cylinder bore: 4.3755 inches (including piston skirt clearance)
- Stroke: 4.150 inches
- Connecting rod length: 6.760 inches
- Main bore diameter: 2.8185 inches
- Main journal diameter: 2.625 inches
- Piston compression distance: 1.113 inches
As fate would have it, we located this unmolested 1976 block in Plymouth, OH—about 48 miles west of my shop. We dropped the block off at Medina Mountain Motors in Creston, OH for baking and magnaflux-checking. We lucked out—this block had never been overbored or decked and had no cracks. The block and the pistons were then delivered to renowned Mopar engine specialist Koffel’s Place in Huron, OH for machining.
Block Machining
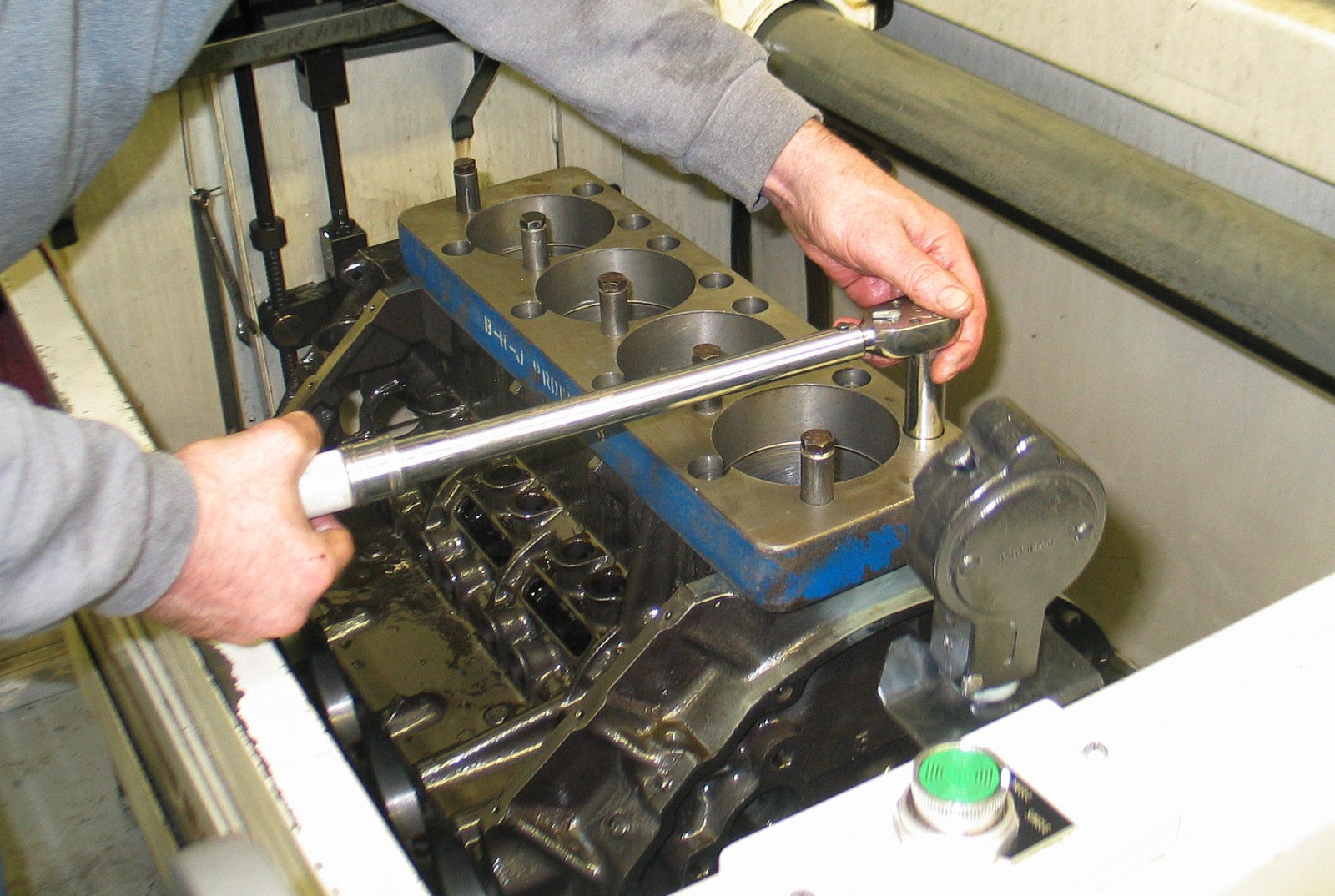
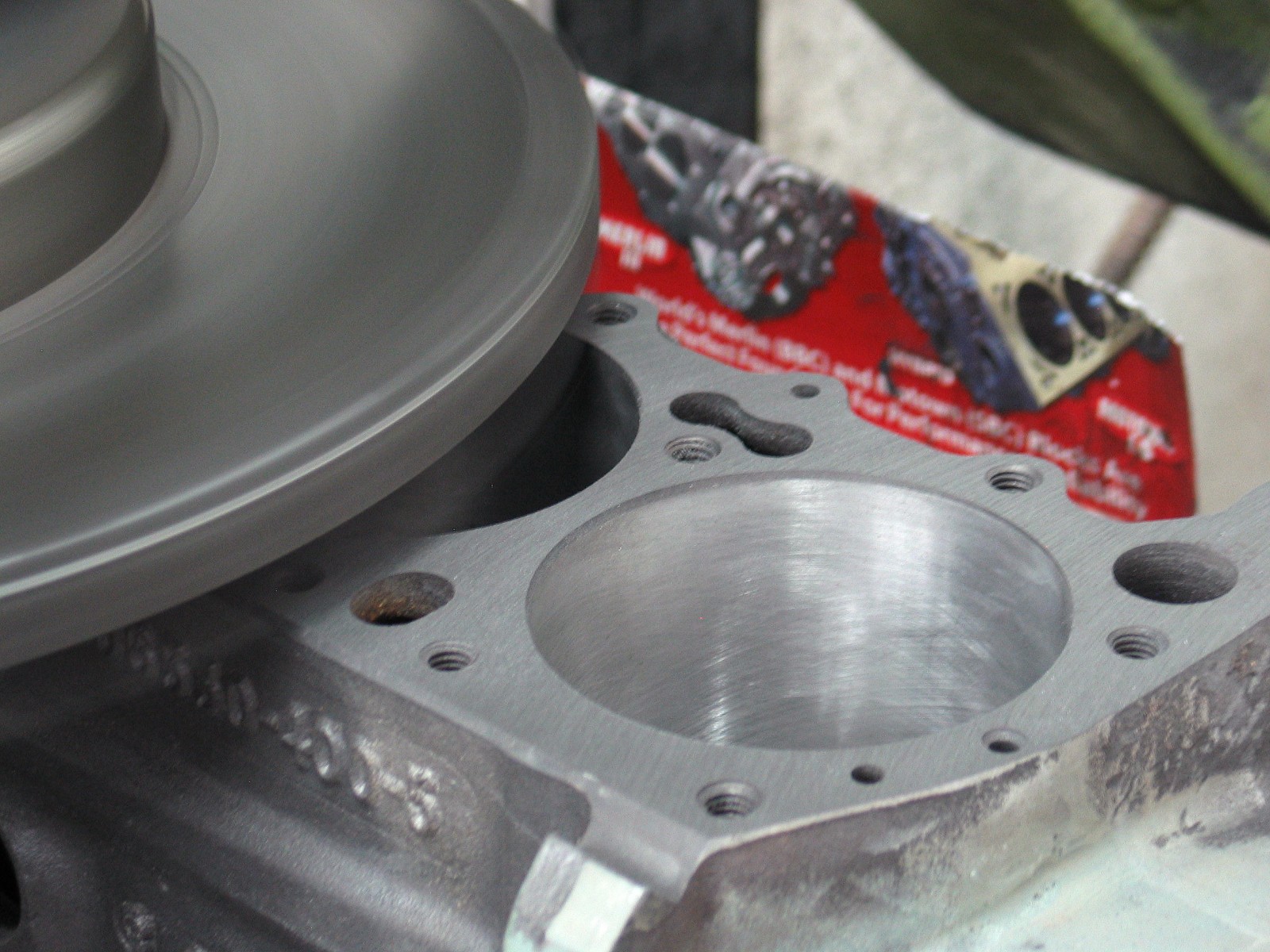
The cylinder bores were machined to a finished diameter of 4.3755 inches with deck plates and pre-crushed head gaskets in place. Deck plates help minimize bore distortion during machining by simulating the load placed on the block by the cylinder heads. Machining started with 180-grit diamond roughing stones, followed by passes with 220 stones, and final honing with 280 stones. The 4.3755-inch bore size includes piston skirt clearance of 0.0055 inches (the JE piston skirts measured at 4.3700 inches).
The main caps were shaved 0.002 inches and installed using ARP main studs torqued to 100 ft.-lbs. The main bores were align-honed to 2.8185 inches, which is on the loose side of OEM tolerances. Lifter bores were honed to 0.0015 inches.
The crank, rods, and pistons were test-assembled in the block to check Top Dead Center relative to the block decks. The pistons ended up 0.036 inches in the hole at TDC. We also found the decks were not parallel or square to the crank centerline. Koffel’s removed 0.007 inches from the front of the decks, graduating to 0.011 inches at the rear. Remaining material was removed to establish a final block deck height of 9.955 inches. This placed the pistons 0.025 inches below the deck surface.
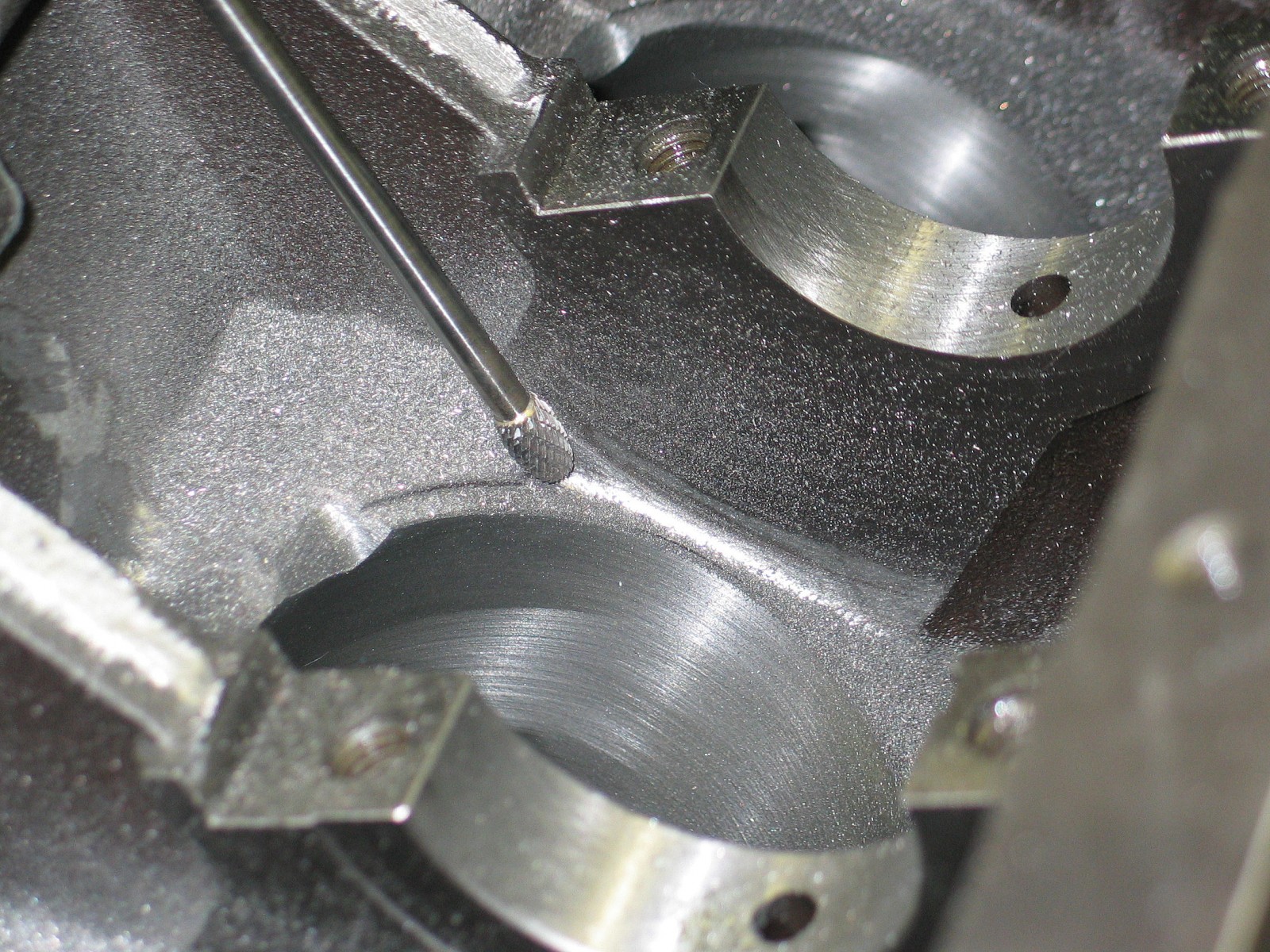
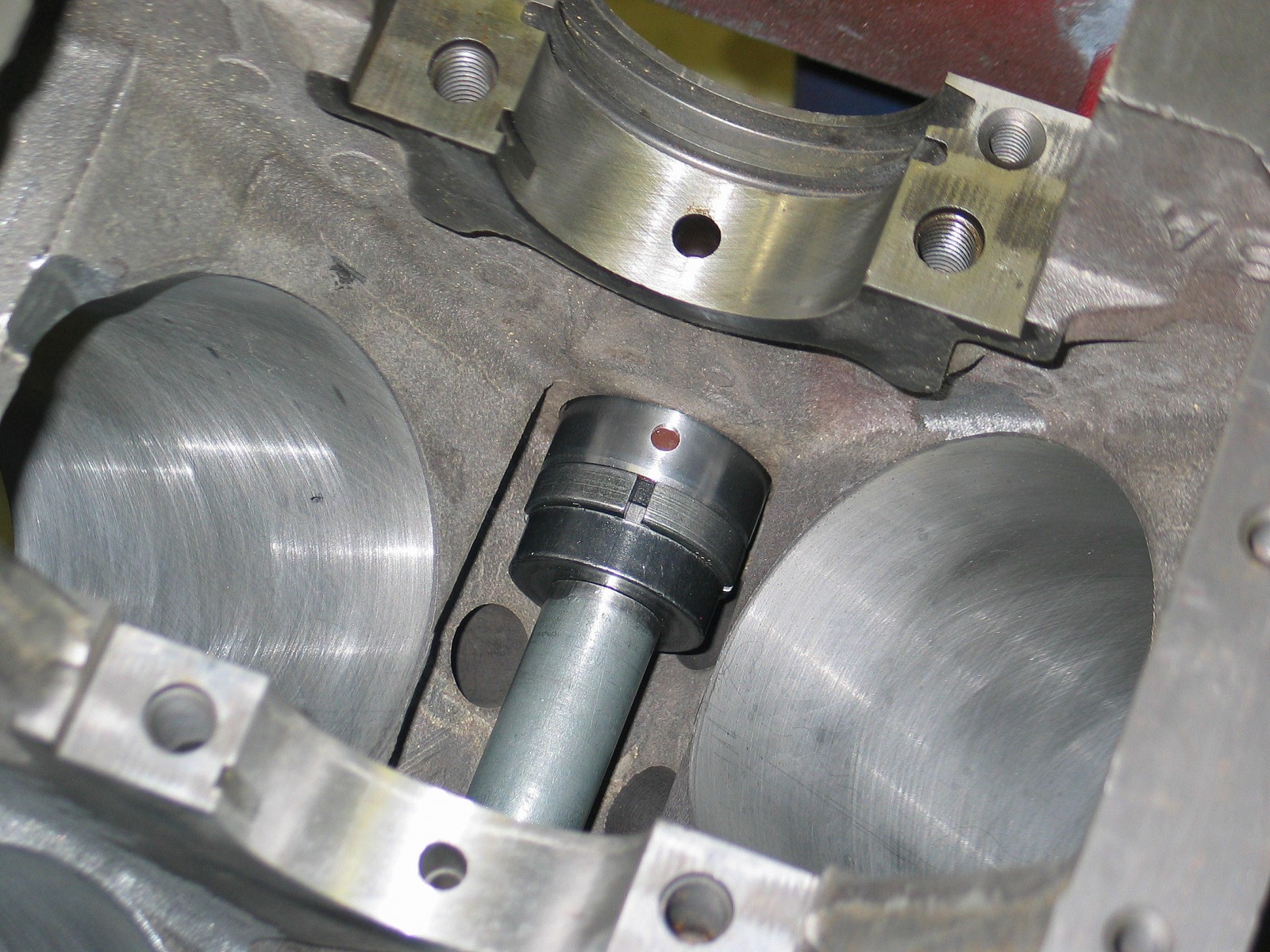
You must check connecting rod big end-to-block clearance and crank counterweight-to-block clearance whenever you increase crank stroke. We had to notch the bottom of each bore to clear the rod bolt heads. The base of each main web required slight clearancing as well. Roughly 1/16 inches of material was removed, creating a slightly radiused fillet area to prevent the edges of the crank counterweights from rubbing.
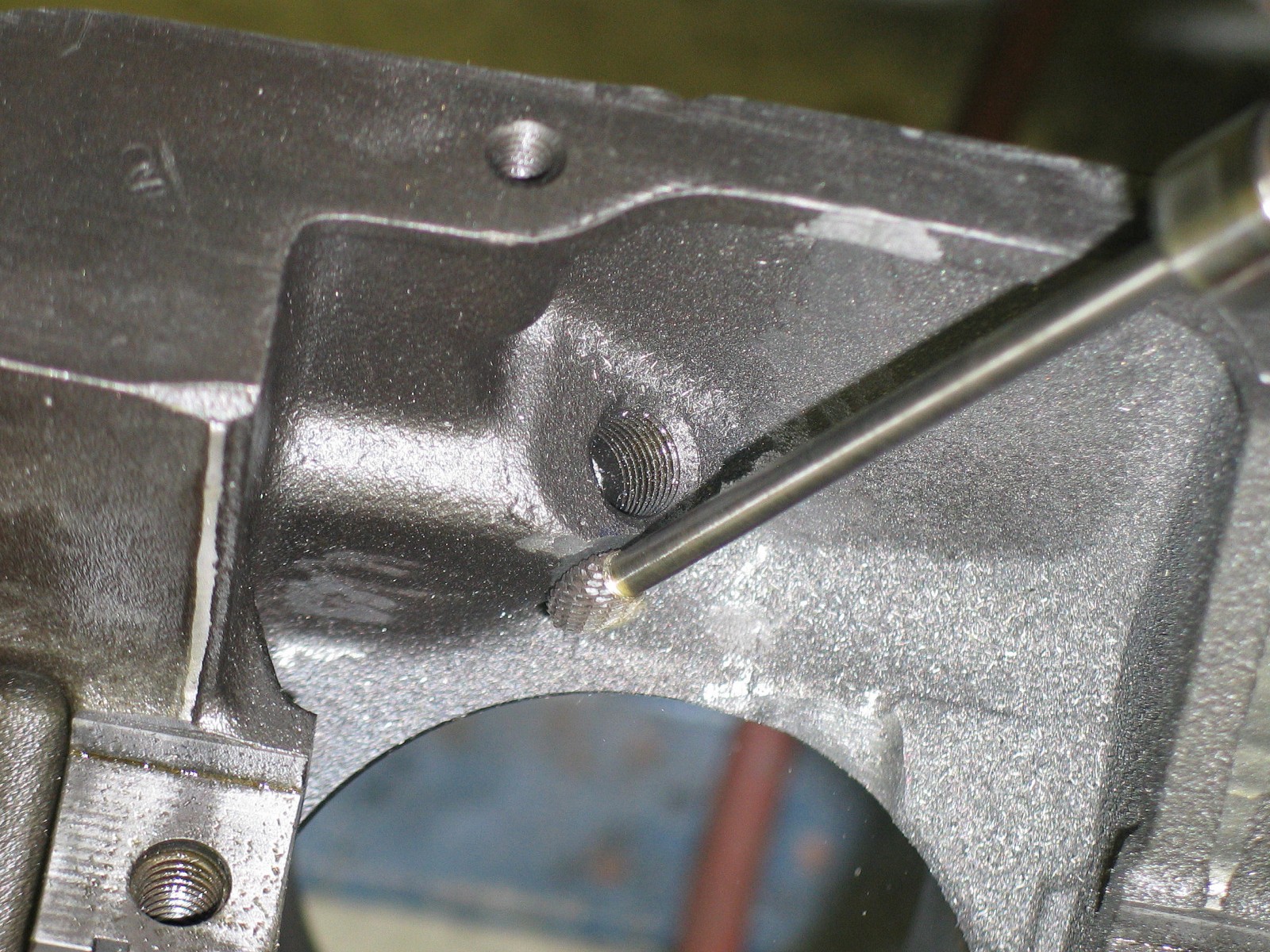
The only remaining clearance issue involved the base of the Moroso oil pump pickup tube where it interfered with the big end shoulders of the connecting rods. Our Scat rods are already profiled for stroker applications, so removing material from the shoulders was out of the question as this could weaken the rods. The oil pickup tube has a thick-wall base, so we screwed the tube into the boss with the pickup oriented toward the center of the block. We marked the tube base where clearance was needed, removed the tube, and gently chamfered the tube base, removing about 1/16 inches of material.
Main and Rod Bearings
The Scat crankshaft, main, and rod journal fillets have 0.125-inch radii for added strength. This requires the use of narrow main and rod bearings. The Clevite rod bearings come narrowed. The Clevite main bearings feature a generous chamfer to accommodate larger radius fillets, but Scott Koffel recommended they be narrowed to ensure proper bearing clearance at the fillets and to achieve proper bearing crush when using aftermarket crankshafts. We shipped the bearings to Akerly & Childs in California, where 0.050 inches of material was removed from each side of bearings one through four. The thrust bearings were left as-manufactured.
Final Block Prep
We spent three days dressing the block’s exterior surfaces prior to block machining. Using a combination of cut-off wheels, mini belt sanders, die grinders, and Roloc abrasive pads, we eliminated all of the ugly casting seam and edge flashings, then dressed those areas to get a smooth, uniform surface. We also removed flashing from the drainback opening edges in the lifter valley and smoothed the valley surfaces to promote better oil drainback.
When the block came back from the machine shop, we sprayed a coat of a heavy-build epoxy primer, followed by lots of sanding with 120- through 400-grit paper to get a smooth surface finish. We brushed Rust-Oleum Rusty metal primer on the lifter valley, inside the crankcase walls, and the front timing recess area. The primer helps improve oil drainback and seals the cast iron surfaces to prevent iron particles migrating out of the metal and into the engine oil.
All main cap and head bolt threaded holes were cleaned with a chasing tap. Using a chasing tap will clean threads without removing metal like a cutting tap does.
We used a Milodon block plug kit that includes brass expansion plugs for the block sides, a rear camshaft bore plug, and 3/8-inch NPT plugs for the rear and front of the block. We prefer brass expansion plugs because they don’t rot like steel plugs can. The block side water jacket plugs are the deep style (0.478-inch vs. 0.315-inch for the standard plugs) as recommended by Scott Koffel.
Prior to assembly, the block exterior was cleaned and masked for paint. Two coats of paint (custom-mixed to match Mopar’s Street Hemi Orange) were applied, followed by two coats of clear urethane. After the clear was allowed to cure for two days, the block was washed once more with hot water and Dawn dishwashing soap.
In Part Two of Mopar 499 Street Thumper, we’ll cover bottom end assembly, camshaft selection and degreeing, and more.
great stuff basically the same thing I did with my 440 now a 512. Going to build one of these for my sons 64 belvedere max wedge clone
[…] Part One, we covered the 499 big block’s engine specs and block prep. In this episode, we’ll cover the […]
It is a myth about “thin-wall” blocks. 400’s are good blocks for the other reasons you stated, but 440 Source looked into the block situation years ago and did a paper on it. While core shift is a problem with any block and for different reasons some years are better than others, none of the Chrysler blocks are “thin-wall”. (See: http://www.440source.com/blockinfo.htm )
Love your painting prep. Now that block I would call “Shiny!”
[…] Part One, we covered the 499 big block’s engine specs and block prep. In this episode, we’ll cover the […]
[…] Part 1, we covered the 499 big block’s engine specs and block prep. In this episode, we’ll cover the […]
[…] web search details one 499 cid (8.2L) Mopar V8 combination that begins life as a 400 block, so the monster mill might have recycled this car’s […]